









漳州無縫鋼管工藝流程
衛生級鏡面管工藝流程:
??管坯——檢驗——剝皮——檢驗——加熱——穿孔——酸洗——修磨——潤滑風干——焊頭——冷拔——固溶處理——酸洗——酸洗鈍化——檢驗——冷軋——去油——切頭——風干——內拋光——外拋光——檢驗——標識——成品包裝
??厚壁工業管工藝流程:
??管坯——檢驗——剝皮——檢驗——加熱——穿孔——酸洗——修蘑——潤滑風干——焊頭——冷拔——固溶處理——酸洗——酸洗鈍化——檢驗
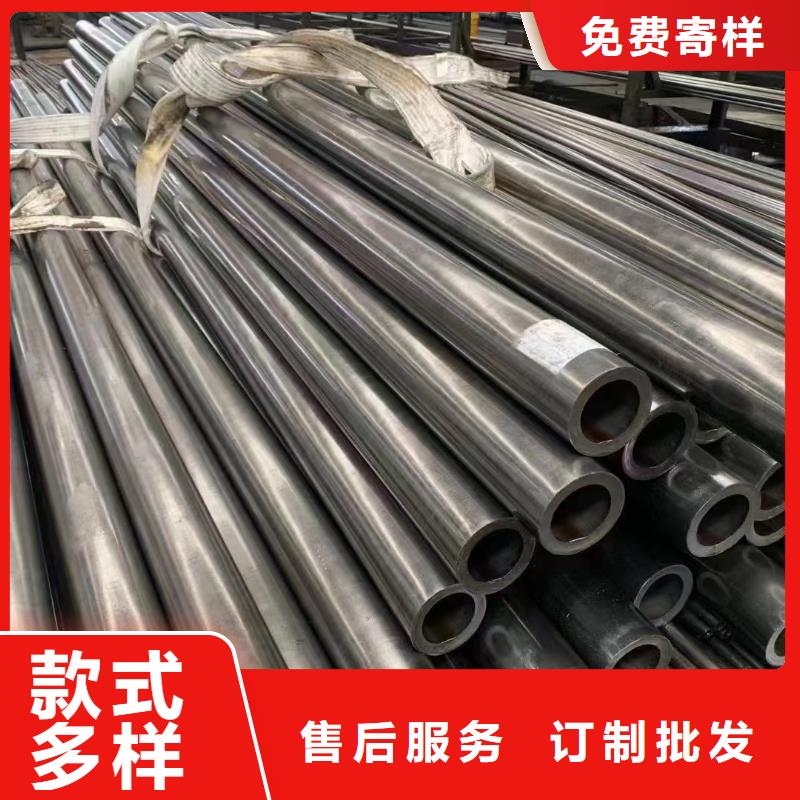
#厚壁無縫鋼管生產的生產制造工藝可分為冷拔、冷軋、熱軋、熱擴四種基本方式,鋼管的材質為10#、20#、35#、45#稱為 普通鋼管,按照用途分為結構用無縫鋼管;輸送用無縫鋼管;鍋爐用無縫鋼管;鍋爐用高壓漳州無縫鋼管;化肥設備用高壓漳州無縫鋼管;地質磚探用無縫鋼管;石油磚探用無縫鋼管;石油裂化用漳州無縫鋼管;船舶用漳州無縫鋼管;冷拔冷軋精密無縫鋼管;各種合金管。無縫鋼管表示方法為外徑,壁厚,厚壁無縫鋼管主要用于機械加工,煤礦,液壓鋼管等多種用途。
1、磁性
16mn無縫鋼管磁性是判定電工鋼板產品牌號以及訂貨和交貨的依據。磁感應強度和鐵損的測量方法有兩種,即 標準GB/T 3655-2008的愛潑斯坦方圈法和GB/T 13789-2008的單片電工鋼片(帶)磁性測量法,可任選一種。在每卷16mn無縫鋼管鋼帶頭尾各切取30×300mm約0.5kg試樣。無取向硅鋼縱橫各半,取向硅鋼均為縱向。單片測量用的試樣尺寸為500×500mm。
2、磁時效檢驗
測過16mn漳州無縫鋼管磁性的試樣經200℃×48h或150℃×120h人工時效處理后再測量磁性。
3、尺寸、形狀和表面檢驗
檢驗項目、方法和規定按 標準GB 2521-2008。
4、反復彎曲檢驗
切取30×300mm樣品10片,縱橫各半,不經應力退火,按GB 235-2002,熱軋硅鋼彎曲次數≥1次,冷軋16mn無縫鋼管≥2次。
16mn漳州無縫鋼管出廠的檢測項目和各種的檢測的要求
DIN高精度精密鍍鋅鋼管
工藝簡介:以DIN高精度精拔光亮精密漳州無縫鋼管的成品管作為鍍鋅用鋼管,對鋼管外壁作冷鍍鋅處理,兩端封蓋作防塵處理。
主要特點:鋼管顏色:白鋅、彩鋅(黃鋅),鋼管外壁防銹、防腐蝕性能好。注:鍍鋅長度6m以內。
主要用途:液壓系統用鋼管,對鋼管外壁防銹、防腐蝕有較高要求的用戶。
DIN高精度內、外鍍鋅精密鋼管
工藝簡介:以DIN高精度精拔光亮精密無縫鋼管的成品管作為內、外鍍鋅用鋼管,對鋼管內、外壁作冷鍍鋅處理,或在鍍鋅后再作軍綠鈍化處理,兩端封蓋作防塵處理。
主要特點:鋼管內外壁均經鍍鋅或鈍化處理,防銹、防腐蝕性能突出。可鍍白鋅、彩鋅(黃鋅)、軍綠鈍化。注:鋼管長度不超過3m。軍綠鈍化管宏鉅鋼管13969580678主要特點:防腐蝕性能突出,按GB/T10125做中性鹽霧實驗,實驗時間達240小時,無紅色腐蝕物。
主要用途:軍工行業、汽車行業、鐵路機車行業。對鋼管內外壁有防銹、防腐蝕高要求的用戶。
