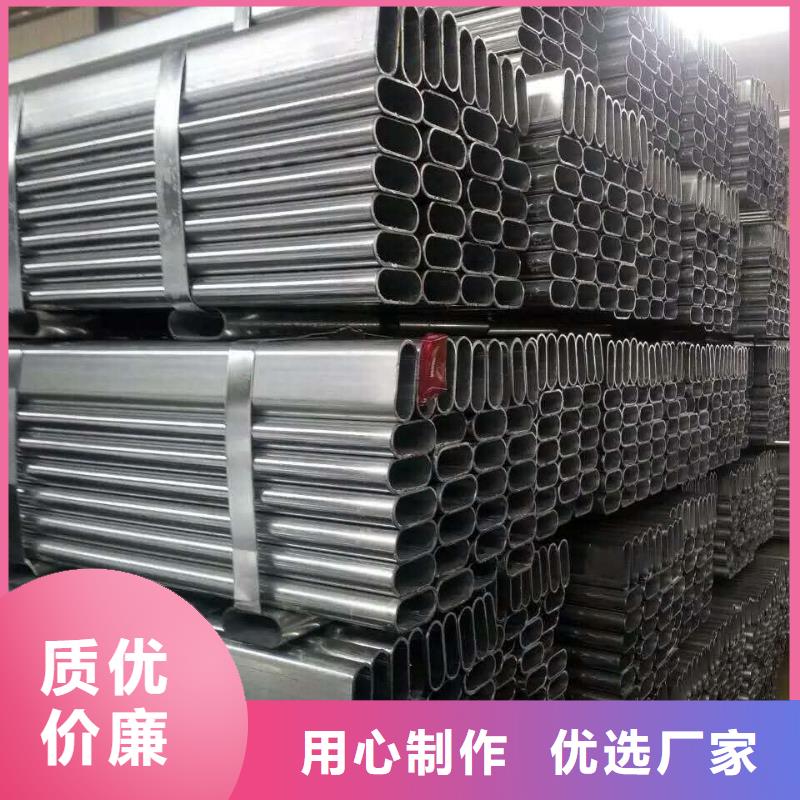






漳州異型管電阻率:在單位長度立方體材料的兩對面之間測量的電阻,單位用Ω/mμΩ/cm或(已廢的)Ω/(circular mil.ft)來表示。
漳州異型管磁導(dǎo)率:無量綱系數(shù),表示物質(zhì)易被磁化的程度,是磁感應(yīng)強(qiáng)度與磁場強(qiáng)度之比。
漳州異型管熔化溫度范圍:確定合金開始凝固和凝固完了的溫度。
漳州異型管比熱:單位質(zhì)量的物質(zhì)溫度改變1度所需要的熱量。
在英制和CGs制中二者比熱的數(shù)值相同,因為熱量的單位(Biu或cal)取決于單位質(zhì)量的水升高1度聽需的熱量。
國際單位制中比熱的數(shù)值與英制或CGS制是不同的,因為能量的單位(J)是按不同的定義定的。
比熱的單位是Btu(1b/0F)及J/(kg /k)。
漳州異型管熱導(dǎo)率:物質(zhì)導(dǎo)熱的速率的量度。
在單位截面積物質(zhì)上建立單位長度上的1度的溫度梯度時,那么熱導(dǎo)率定義為單位時間傳導(dǎo)的熱量熱導(dǎo)率的單位為 Btu/(h/ft/0F)或w/(m /K)。
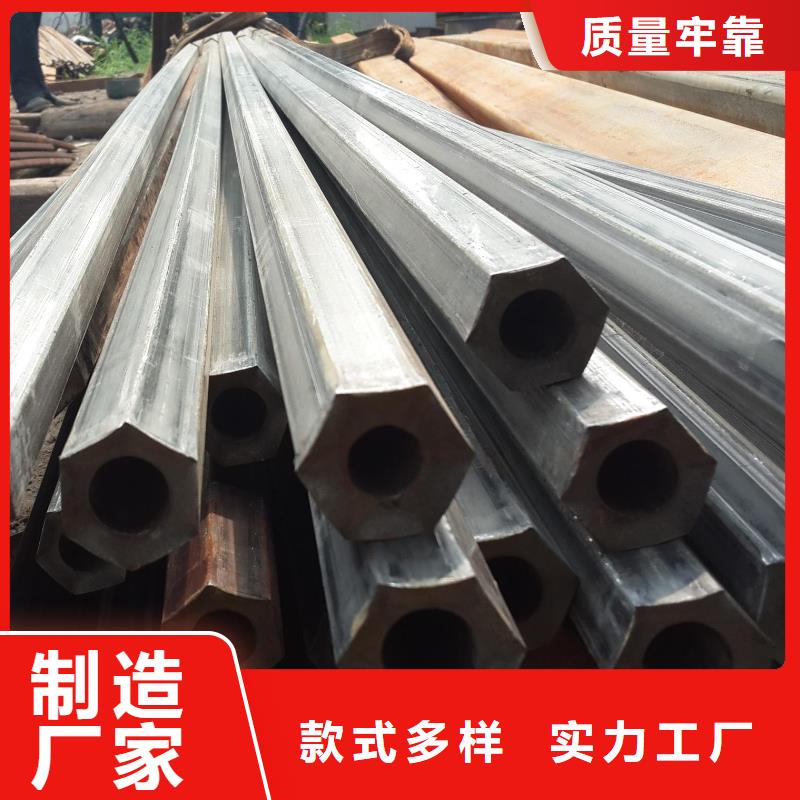
每道次施加一定的壓下量,將坯料軋成所需規(guī)格形狀和尺寸的產(chǎn)品。在軋件的翼緣部位,漳州異型管由于水平輥側(cè)面與軋件之間有滑動,軋輥的磨損比較大。為了保證重車后的軋輥能恢復(fù)原來的形狀,應(yīng)使粗軋機(jī)組上下水平輥的側(cè)面以及與其相對應(yīng)的立輥表面呈3°~8°的傾角。
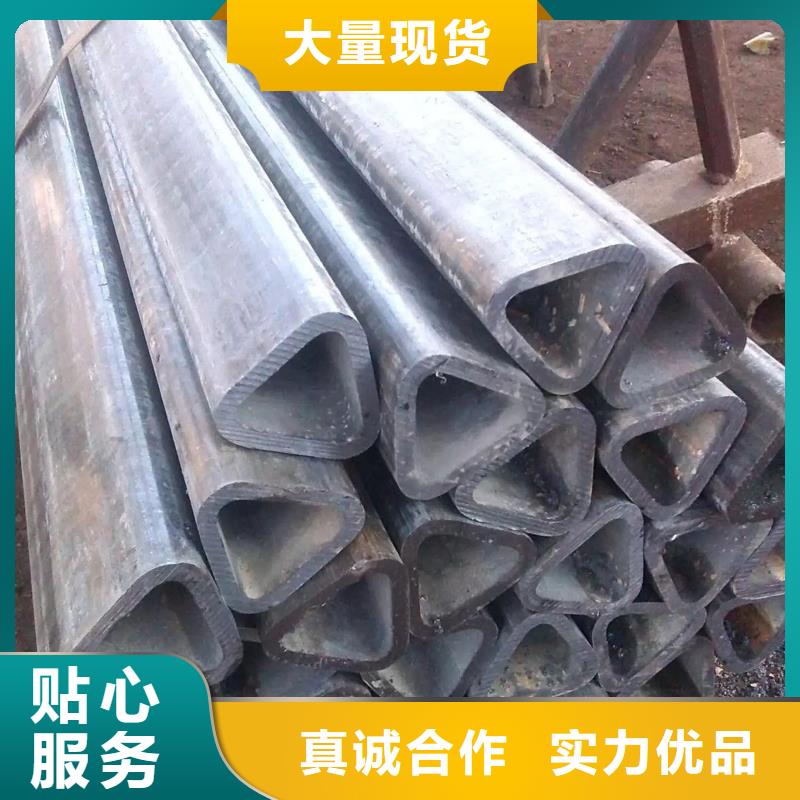
漳州異型管成品,根據(jù)零件所生產(chǎn)形狀,生產(chǎn)部門根據(jù)成形工藝規(guī)程與機(jī)械零件圖進(jìn)行零件制造,然后進(jìn)行裝配。通常不能欣蘇設(shè)計圖直接進(jìn)行成形加工,而應(yīng)根據(jù)設(shè)計圖繪制出制造圖,再按制造圖進(jìn)行成形加工達(dá)。
由于設(shè)計圖繪制出的是零件成形加工完成后的終狀態(tài)圖,漳州異型管而制造圖則是表示在制造過于某一工序完成時工件的狀態(tài),兩者是有差異的。因此,在加工時需要根據(jù)制造圖準(zhǔn)備合退余局坯料,并進(jìn)行預(yù)定的成形加工。準(zhǔn)備好金屬材料后,用禱造、鍛造、機(jī)械加工、熱處理等不同的成形加工方法膨翻工。零件成形加工完成后再裝配成部件或整機(jī)。首先發(fā)生陽極溶解的原理進(jìn)行拋光的一種電化學(xué)加工,又稱為電拋光。電化學(xué)拋光時表面上形成一層薄厚不均的粘性薄膜,此薄膜具有很高的電阻,可以避免試件過渡腐蝕。
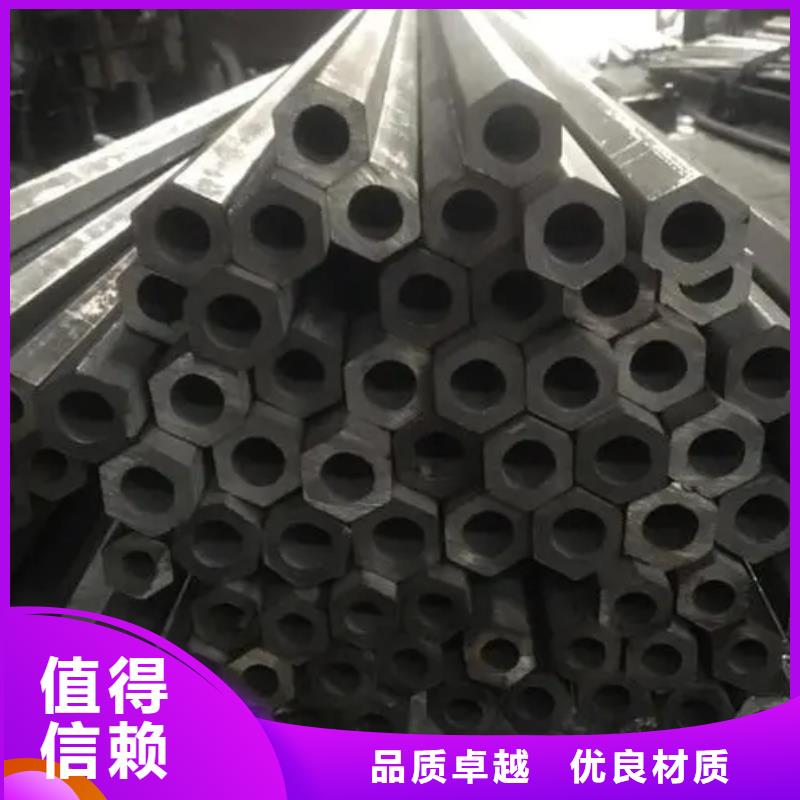
漳州異型管退火溫度
不銹鋼異型管熱處理一般是采取固溶熱處理,溫度范圍為1040~1120℃(日本標(biāo)準(zhǔn))。你也可以通過退火爐觀察孔觀察,退火區(qū)的不銹鋼異型管應(yīng)為白熾狀態(tài),但沒出現(xiàn)軟化;
漳州異型管爐內(nèi)水汽
一方面檢查爐體材料是否干燥,初次裝爐,爐體材料必須要烘干。二是進(jìn)爐的不銹鋼管是否殘留過多水漬,特別是漳州異型管上面有孔的話,千萬別漏水進(jìn)去了,要不然就把爐子氣氛全破壞了;
漳州異型管爐體密封性
光亮退火爐應(yīng)是封閉的,與外界空氣隔絕。采用氫氣作保護(hù)氣的,只有一個排氣口是通的(用來點燃排出的氫氣)。檢查的方法可以用肥皂水抹在退火爐各個接頭縫隙處,看是否跑氣。其中較容易跑氣的地方是退火爐進(jìn)異型管和出異型管的地方,這個地方的密封圈特別容易磨損,要經(jīng)常檢查經(jīng)常換。
漳州異型管氣體保護(hù)焊是利用外加氣體作為保護(hù)介質(zhì)的一種電弧焊的方法,異型管采用氣體保護(hù)焊具有以下特點:(一)焊接過程操作方便,沒有熔渣或很少有熔渣,焊后基本上蒙不需清渣;(二)氣體保護(hù)焊電流密度大、弧光強(qiáng)、溫度高,且在高溫電弧和強(qiáng)烈的紫外線作用下產(chǎn)生高濃度有害氣體,所以特別要注意通風(fēng);(三)有利于異型管焊接過程的機(jī)械化和自動化,特別是空間位置的機(jī)械化焊接;(四)引弧所用的高頻振蕩器會產(chǎn)生一定強(qiáng)度的電磁輻射,接觸較多的焊工,會引起不適癥狀;(五)在室外作業(yè)焊接異型管時,需設(shè)擋風(fēng)裝置,否則氣體保護(hù)效果不好,甚至很差;(六)電弧和熔池的可見性好,焊接過程中可根據(jù)熔池情況調(diào)節(jié)焊接參數(shù);(七)電弧在保護(hù)氣流的壓縮下熱量集中,焊接速度較快,熔池較小,熱影響區(qū)窄,異型管焊后變形小。