

產品詳細介紹



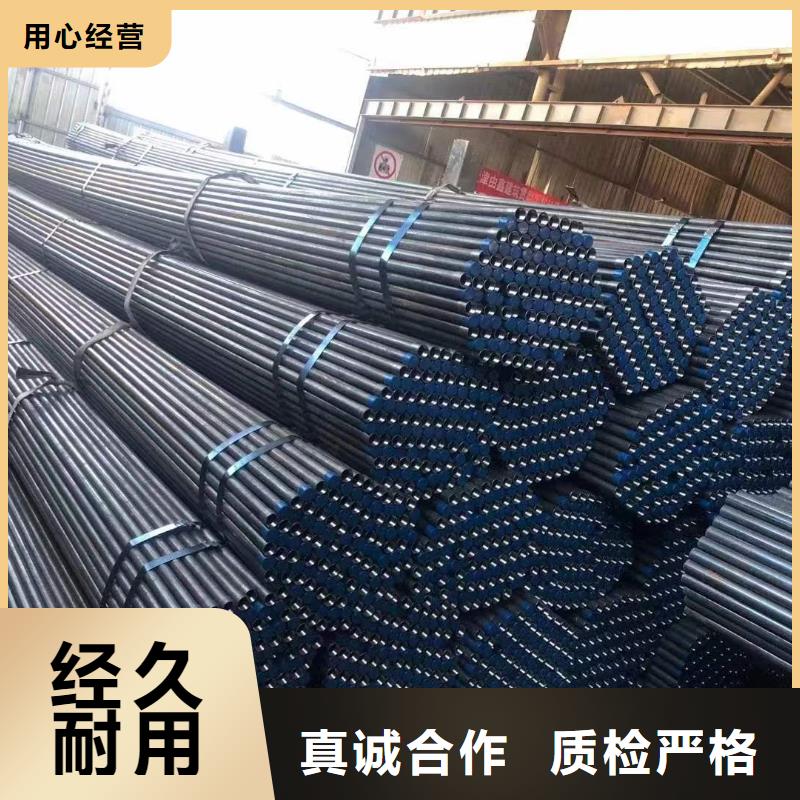
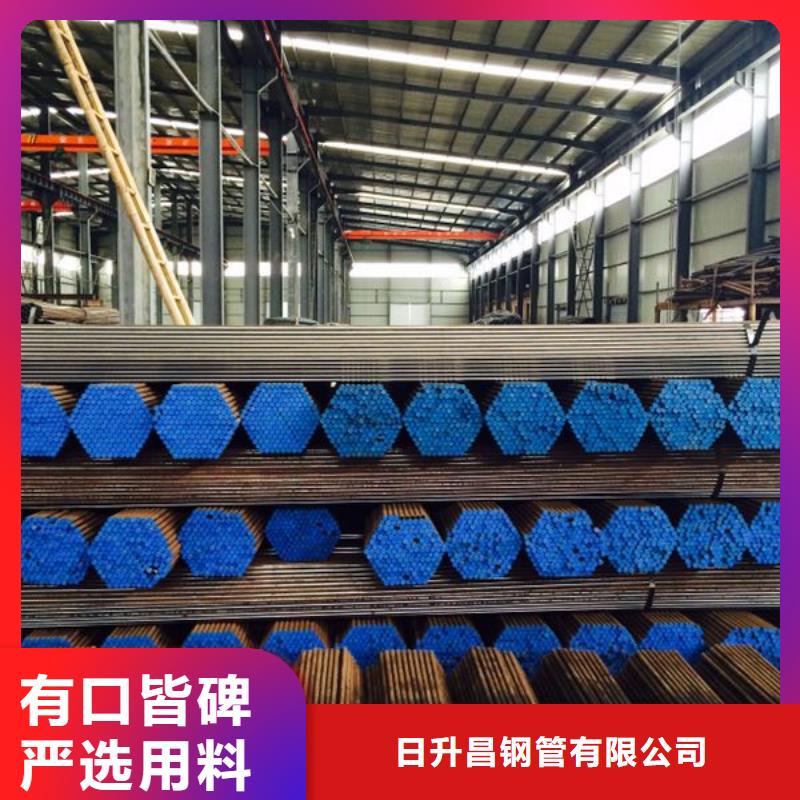
選用兩批不同管徑的鋼管,用于灌漿加固的鋼材管徑稍大些,一般采用50mm鋼管;用于排水加固的鋼材管徑稍小些,一般采用40mm鋼管。聲測管灌漿加固鋼材采用無縫鋼管,沿軸向每隔5cm開一對直徑為4mm的出漿孔,梅花狀布置。兩截鋼管的連接,采用lOcm長的螺紋套管連接,接縫處采用焊接,保證其強度和封閉性。鋼花管尾部100cm內不設置出漿孔,而鋼花管頭部出漿孔直徑增大,一般采用5-6mm孔徑,并要將頭部削尖,并焊縫密實,便于打管。排水加固鋼材也采用無縫鋼管,沿軸向每隔5cm開一對直徑為3mm的排水孔,梅花狀布置。聲測管兩截鋼管的連接,與灌漿管相同,采用lOcm長的螺紋套管連接,接縫處采用焊接,保證其強度和封閉性。鋼花管尾部100cm內不設置排水孔,而鋼花管頭部排水孔直徑略微增大,一般采用4mm孔徑即可,同時也需將頭部削尖,并焊縫密實,便于打管。灌漿鋼花管和排水鋼花管的每個開孔處都需要焊接一小塊角鋼板,構成孔前倒刺以及保護塊,利于灌漿和排水,不讓松散土質被壓入鋼花管內。
種方法常常用于掃描時缺陷的初步判定,能夠對大量的測試過的數據進行明確的分析。第二種方法常常用于數值判據法來確定缺陷位置的細測判斷,可以有效的檢測出缺陷的位置和大小。但是在樁身缺陷的超聲波聲測管檢測中需要將兩種方法結合運用,不能只是強調其中一個方面,這都是不合理的。數值判據法又分為概率法與PSD判據法這兩種情況。在施工過程中可能會因為人為因素或者外界環境而導致各種不足,而這種不足又是因為誤差引起的,與混凝土質量相對應的聲學參數隨之偏離正態分布,因此只要我們能夠檢測出聲學參數的異常便能夠找出對應的位置的不足,這就是概率法。冷卻管控制溫度和收縮裂縫的技術措施 降低水泥水化熱①充分利用混凝土的后期強度,減少每立方米混凝土中水泥用量,根據資料每增減 10KG水泥,其水化熱將使混凝 土的溫度升降 1℃,選擇采用等級為 42.5 普通硅酸鹽水泥。
超前小導管支護原理:1、超前小導管是穩定開挖工作面的一種非常有效的輔助施工方法。在軟弱及破碎巖層施工中,超前小導管對松散巖層起到加固作用,注漿后增強了松散、軟弱圍巖的穩定性,有利于完成開挖后與完成初期支護時間內圍巖的穩定,不至于圍巖失穩破壞直至坍塌。2、超前小導管注漿適用于隧道拱部軟弱圍巖,松散、無粘結土層、自穩能力差的砂層及砂礫(卵)石層級破碎巖層。3、通過超前小導管注漿能改變圍巖狀況及穩定性,漿液注入軟弱、松散地層或含水破碎圍巖裂隙后,聲測管能與之緊密接觸并凝固。漿液以充填,劈裂等方式,置換土顆粒間和巖石裂隙中的水分及空氣后占據其位置,經過一定時間凝結,將原有的松散土顆粒或裂隙膠結成一個整體,形成一個新結構,強度大,防水性能良好的固結體,使得圍巖松散破碎狀況得到大幅度改善。超前小導管參數:
除少數直接承受動力荷載結構的某些連接外,焊接可廣泛用于工業與民用建筑鋼結構的連接們鋼結構的焊接方法有電弧焊電阻焊等。電弧焊的質量比較可靠,是常用的一種焊接方法。電弧焊可分為手工電弧自動或半自動埋弧焊氣體保護焊等。鉗壓式聲測管常用于冷彎薄壁型鋼的焊接手工電焊弧由于電焊設備簡單,使用方便,應用廣泛,可用于空間的焊接,特別適用工地安裝焊縫短焊縫和曲折焊縫的焊接。但它生產效率低勞動條件差,焊接質量在一定程度上受焊工水平的影響。為了經濟合理,要求選擇手工焊條的型號應與構件鋼材的強度相適應,當不同強度的鋼材連接時,宜采用與低強度鋼材適應焊條系列。自動埋弧焊由于電弧熱量集中,故熔深大,焊縫質量均勻,塑性和沖擊韌性都好,因而優于手工焊。半自動埋弧焊的質量介于自動焊與手工焊之間。