








厚壁鋼板卷管錐形卷管、異形卷管工藝流程圖
錐形卷管、異形卷管成型注意事項:
①把卷板機上面的管子一端抬高,把小錐面放在低端,卷制時不斷移動大端,大端的進入速度要加快;
②在輥子的一段加一個旁輪卷錐裝置;
③在卷板機的下輥兩側裝兩個錐筒,卷制的時候把小端靠在錐筒上,小端的板邊就會倚著錐筒往里進.
:大口徑卷管、厚壁卷管、大口徑厚壁卷管加工工藝流程圖

鋼板卷管新而干凈的鋁和其他軟卷筒金屬可以用溶劑清洗充分清潔。塵土和松散的腐蝕物可用清潔劑去除干凈;舊涂料可以用塑料粒子或其他輕噴砂方法而用粗粒子(鋼珠或鋼丸)噴砂法會損壞軟金屬表面。這些金屬表面可以先清洗以增加對油性或乳膠涂料的附著性。?
2、合金鋼?
低合金鋼卷筒一般不需要通過涂裝來防護但要依靠所形成的自然氧化膜。如果需要去除不明顯的銹斑進行涂裝就需要高壓或超高壓水噴射法。為達到表面粗糙度還要求增加噴砂粒子。一般采用鋼結構通常使用的涂裝系統.
溫馨提醒:卷筒金屬材質表面涂裝目的是為了滿意外觀為使得底漆和不金屬緊密附著需要足夠的粗糙度通常用堅硬的非鐵噴砂粒子如氧化鋁、石榴石、金剛砂
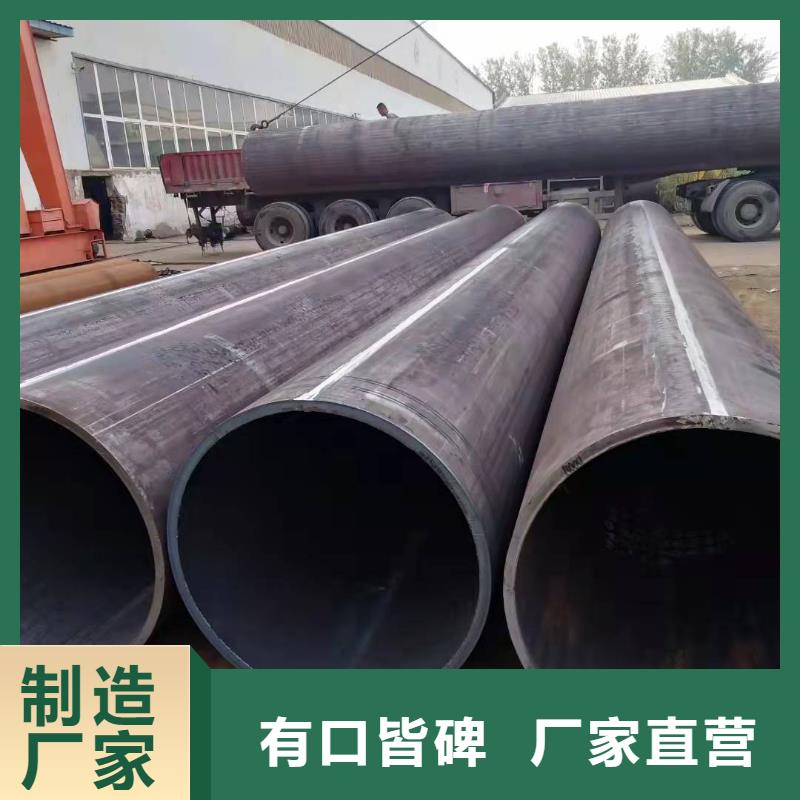
厚壁卷管致力于生產環縫、縱環各類卷管及鋼制壓力鋼管并在傳統卷制設備同類規格型號的基礎上進行改造。使卷焊鋼管設備的各項參數提高30%之功能,填補了原有傳統卷制設備不能生產的空白。可生產直徑400以上,壁厚8-100mm的鋼管。材質主要有Q235、Q345、20#、16錳、16錳容等。產品執行標準為:GB/T50205-2001、GB/T3092-2001等。產品廣泛用于石油、化工、天然氣輸送、打樁及城市供水、供熱、供氣等工程。 
厚壁鋼板卷管廠定制主要生產銷售:鋼板卷管厚壁卷管大口徑卷管丁字焊卷管,探傷焊卷管,16Mn卷管,Q345B卷管,異型卷管的大型卷管廠,本廠生產的丁字焊卷管,16Mn卷管,Q345B卷管,異型卷管遠銷國內外各大工程建筑。
可按GB、HG、GD、SH、ANSI、ASME、API 5L、FOCT、DIN、JIS等標準生產,本公司開發研制的各種卷管系列產品暢銷全國各地,廣泛出口歐美、中東及東南亞 和地區。卷管年生產能力達10萬噸,公司還擁有國內的渦流探傷和水壓試驗機,理化試驗無損探傷等設備,是華北地區一定規模的卷管生產企業。
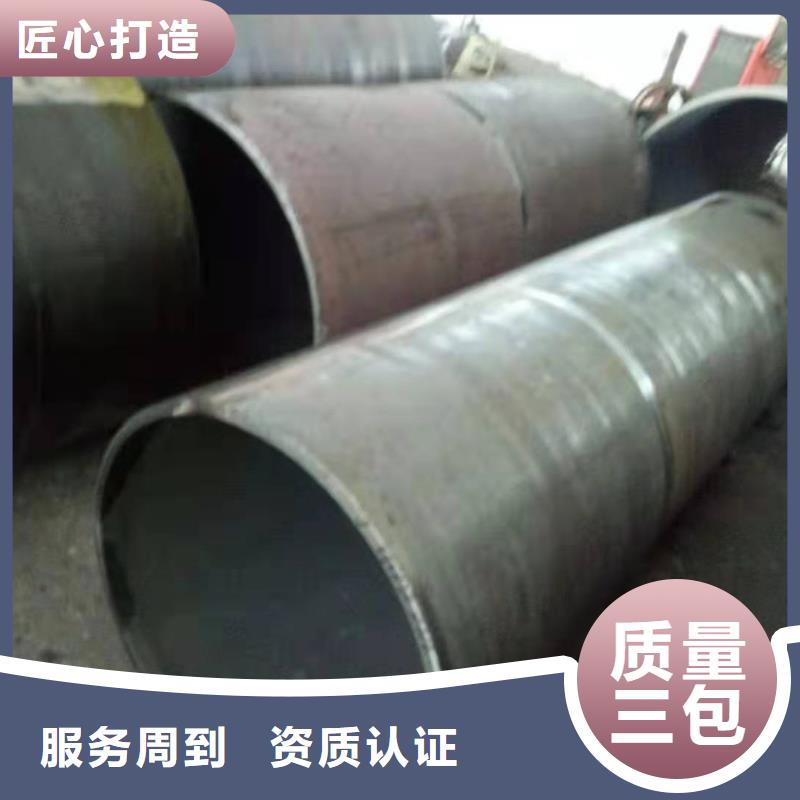
山特金屬有限公司小口徑鋼板卷管對接縱縫不得大于壁厚的10%加2mm,且不得大于3mm。
離管端200mm的對接縱縫處不得大于2mm。
3其他部位不得大于1mm。
卷管端面與中心線的垂直偏差不得大于管子外徑的1%,且不得大于3mm。平直度偏差不得大于1mm/m。
小口徑鋼板卷管焊縫不能雙面成型的卷管,當公稱直徑大于或等于600mm時,宜在管內進行封底焊。
