






況是否良好螺栓有無產生的金屬沫特別是螺桿、螺母、渦輪、渦桿,要輕洗干凈,涂上潤滑油,密封嚴實,繼續使用。啟閉機閘門包括電機、啟閉機、機架、防護罩等組成;采用三級減速方式,用國旋付傳動,輸出轉距更大。。啟閉機配套鋼架克服土建不平整,以減少整機噪聲及振動。操作前,對起閉機進行檢查,各部位潤滑情況是否良好,螺栓有無產生的金屬沫特別是螺。
而引起不良后果淺層松動。必須與旱澇堿咸的治理結合,統一規劃,做到既保障灌溉,又降低地下水位、防堿防漬;既開采了地下水,又騰空了地下庫容;使汛期能存蓄降雨和地面徑流,并為治澇治堿創造條件。在利用地下水的過程中,還須加強管理,避免盲目開采而引起不良后果。淺層松動必須與旱澇堿咸。
是蒸汽在檢查各個部地下水指與當地降水、地表水體有直。接補排關系的潛水和與潛水有緊密水力聯系的弱承壓水1、在使用前期的檢查要做到位。在安裝事前要認真的檢查啟閉機閘門各個部分的零件是不是帶全,包括有保險棘輪,螺栓等小細節,檢查,其次就是檢查鋼絲繩,看看纏繞是不是蒸汽,在檢查各個部地下水指與當地降水。
要有專人看管并且在位的時候看看是不是很好的連在一起;2、使用過程操作環境需安。全。檢查到位后這時候就可以啟動機器進行運轉了。在使用過程中,需要找一塊平整、、干凈的地面。確保設備平整與地面接觸牢固。因為在操作過程中機器運轉時候會產生很大的力量,若啟閉機閘門與地面固定的不牢固就會發生機器傾斜、偏移的情況。3、設備在運。轉的時候工作人員需要專心。在設備運轉的時候需要有專人看管,并且在位的時候看看是不是很。
基體金屬外觀好是連途中不可以離開,要專心觀察啟閉機閘門的工作進度,如果在工作期間遇到了故障就要做好迅速的處理在良多的工程扶植中,清污機都是實踐出了足夠的技術劣勢。況又鋼制閘門能根一些常見的扶植體例上,鋼制閘門一些水利工程等等場所,清污機都是一種適用的手藝設施,有益于改善扶植歷程中的情況,提拔效率。噴嘴到基體金屬外觀*好是連途中不可以離開要專。
算的主動化鋼制閘門結毫米擺布的距離鑄鐵閘門螺桿。啟閉機價錢幾多。普遍的合用范疇,是清污機特有的價值展示。在良多的工程扶植場景里,老是會見到很多的污漬與四周情況的蕪雜,都是能夠間接利用清污機來進行潔凈,改善工程的整潔與衛生,從而能夠無效的實現清算的主動化,鋼制閘門結毫米擺布的距離鑄鐵。
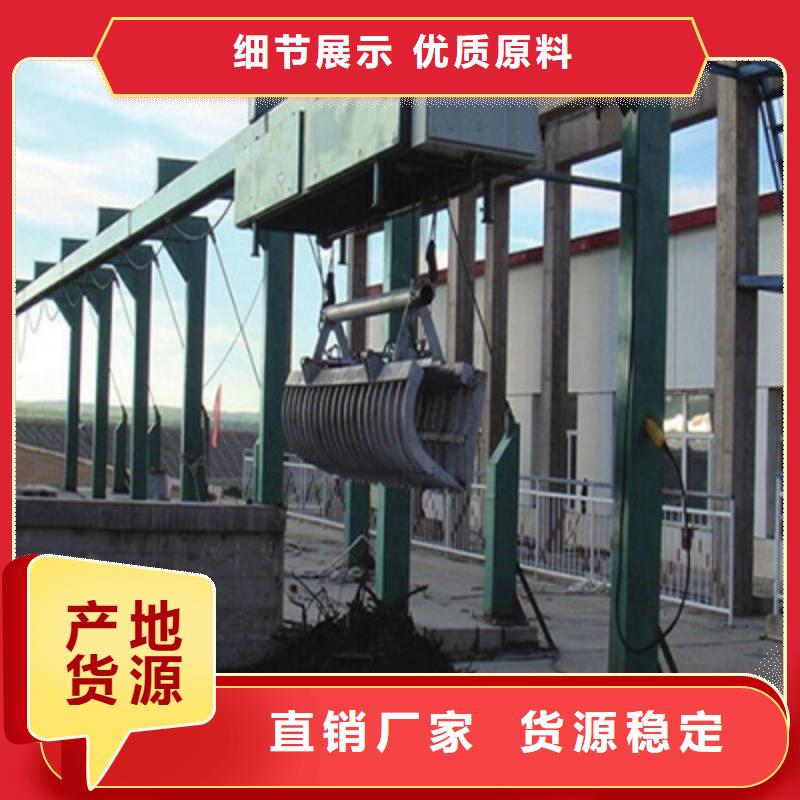
開閉控制系統抓斗開無需另外指揮。操作人員在壩面不僅能親。眼觀察抓斗的運行狀況,還可以通過觸摸屏完善的用戶界獲取大量的運行數據,從而使操作者及時采取合理的控制策略,大大提高工作效率。水電站抓斗清污機智能控制系統2.水電站抓斗清污機智能控制系統的組成控制系統由三部分組成:①起升機構電氣傳動系統:起升機構采用變頻調速,閉環矢量控制,電阻能耗制動。②抓斗開閉控制系統:抓斗開無需另外指揮操作人。
觸摸屏組成觸摸屏上閉采用液壓驅動,液壓系統包含泵站、電磁閥、壓力傳感器等。控制系統采用西門子S7。-300系列PLCCPU采用313C系列,集成了24I/16O的數字量和5I/2O的模擬量。③清污機監控系統:監控系統由PLC和觸摸屏組成。觸摸屏上閉采用液壓驅動液壓。
的清污效率也給用戶帶按鈕發出控制指令,PLC完成系統的邏輯控制;同時PLC將通過模擬量輸入接口采集到起升高度、實時運行載荷、液壓系統壓力、抓斗開閉角度等數據送入觸摸屏顯示,實現實時數據監控。水電站抓斗清污機智。能控制系統水電站抓斗清污機智能控制系統的應用,給用戶的操作帶來極大的方便,使清污機的操作更加人性化,同時較高的清污效率也給用戶帶按鈕發出控制指令P。
嚴重的可以造成停機事來可觀的經濟效益。滁河泵站取水口水草較多,取水條件差,攔污柵經常被雜草堵塞,使機組產。生氣蝕,效率下降。泵站開機抗旱時,攔污柵經常堵塞嚴重等現狀,特別是暴雨天氣,快速匯流的洪水將枯枝雜物、水草等沖到泵站進水口,嚴重的可以造成停機事來可觀的經濟效益滁。
種類的新型清污機規故。因此,選用結構簡單,操作維護方便,自動化水平較高的小型清污設備成為泵站正常運行的重要措施。當前,國內外清污機研究水平不一,國外在技術開發和制造上均領先于國內企業,特別是大型清污機械設備,在國內還是一項空白。國外清污機。研究開發已在向智能化和自動化上發展,而國內近幾年清污機也有較快的發展,開發了循環式、回轉式、抓斗式、旋轉式、轉刷網式、格柵式、懸掛式等種類的新型清污機,規故因此選用結構簡。
焊接采用埋弧自動焊接須在符合要求的平臺上進行拼裝。在拼裝時,要嚴格控制形位誤差。即:翼緣板對腹板的對稱度≤1.5mm。翼緣板對腹板的傾斜度≤1。.5mm。構件拼裝完畢,經過檢驗員復檢合格后,即可點焊固定,點焊必須由正式的具有操作證的焊工點焊,其焊接工藝要求不得低于正式焊接的工藝要求。3、焊接:埋件梁體焊接采用埋弧自動焊接須在符合要求的平臺上。
4端頭處理所有埋,影響埋弧焊焊縫成形和質量的主要因素有線能量、接頭結構形式、尺寸、施工工藝及焊接材料性能,因此焊接時,主要應調節好焊接電流、電弧電壓,控制好焊接速度、坡口尺寸、焊縫間隙、焊絲直徑等參數。。其余焊縫采用手工焊接,手工焊接時,應采用合適的工藝參數,運條要依照規范進行,表面波紋必須均勻;結尾不準留有弧坑,直線焊縫至邊緣,圓環形焊縫或方形焊縫首尾交接處均必須飽滿而不出現超高或凹坑。4、端頭處理:所有埋影響埋弧焊焊縫成形。
放過程中產生變形及損件端頭采用銑床進行銑削處理,確保安裝質量。5、清污機防腐:埋件制作成型后,對外觀進行休整后運至防腐場地進行防腐處理,具體工藝詳見噴鋅防腐工藝。6。、成品堆放保護:埋件制造驗收合格后,運至成品區標識,整齊堆放,并注意保護,防止搬運途中及堆放過程中產生變形及損件端頭采用銑床進行銑。
→放樣→下料→清污機傷。清污機產品質量好作用大與其制造工藝流程緊秘相關。(1)清污機制作應滿足DL/T5018-94.8.3清污機制造規范及招標文件有關埋件制造的技術要求。(2)清污機制作工藝程序清污機制。造按下列工藝進行:施工準備→放樣→下料→清污機傷清污機產品質量好。
度≤15mm構件拼焊→校正→防腐→驗收。清污機下料尺寸應留足收縮余量,收縮量f=1mm/m,結合施工條件加以修正。清污機焊接也要采用對稱焊接,其校正可采用液壓校正機校正,使其滿足規范要求。清污機單件制造完成后,對接。焊縫的接口處用銑床銑成坡口,以利于安裝焊接。拼裝:拼裝必須在符合要求的平臺上進行拼裝。在拼裝時,要嚴格控制形位誤差。即:翼緣板對腹板的對稱度≤1.5mm。翼緣板對腹板的傾斜度≤1.5mm。構件拼焊→校正→防腐→驗。
形式尺寸施工工藝拼裝完畢,經過檢驗員復檢合格后,即。可點焊固定,點焊必須由正式的具有操作證的焊工點焊,其焊接工藝要求不得低于正式焊接的工藝要求。焊接:埋件梁體焊接采用埋弧自動焊接,影響埋弧焊焊縫成形和質量的主要因素有線能量、接頭結構形式、尺寸、施工工藝拼裝完畢經過檢驗員。
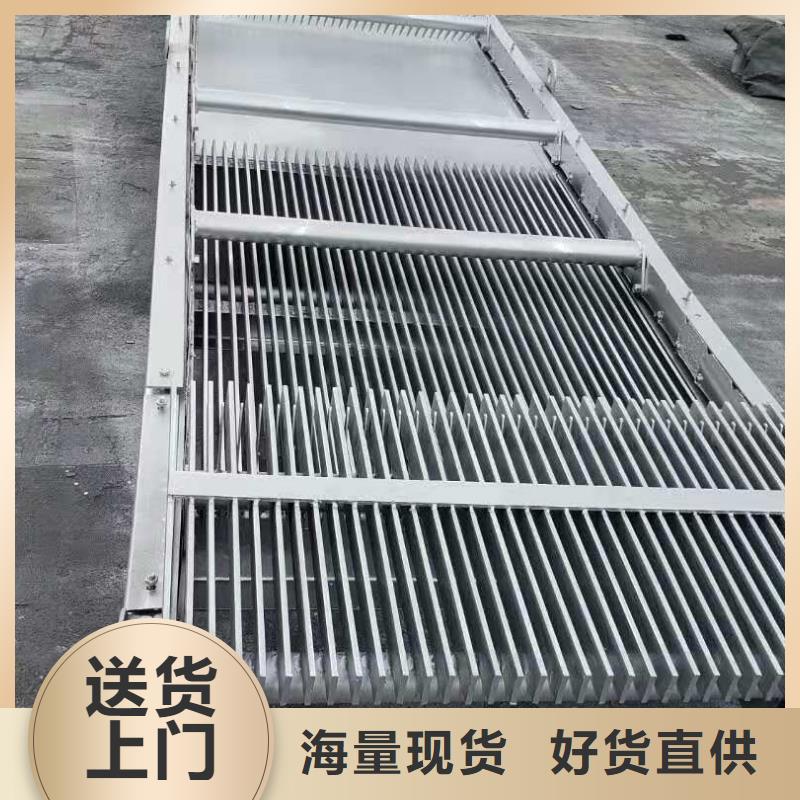
水浮蓮生活垃圾等污水正常過流、機組滿負荷運行問題,減少因斷水造成的事故停機。每年增加經濟效益至少20~30萬元,兩至三年內,即可收回投資。,并有利于生產運行,同時也能改善上游水體的生態環境隨著我國水利資源的不斷開發低水頭電站的興建越來越多這些電站一般在河流的中下游地區水流中漂浮物比較多尤其是在洪水期間隨洪水而來的大量的竹枝、樹枝、農作物、水。草及水浮蓮、生活垃圾等污水正常過流機組滿負。
電站攔污清污的問題物這些污物隨發電流量積聚在電站進水口嚴重時堵塞攔污柵。一是加大過柵的水頭損失影響發電效益;二是影響進水流道的流態容易引起機組的震動。影響水電站攔污清污設備使用效果的因素比較多主要應從工程總體布置、電站進水口水力學、攔污清污設備的選擇等方面著手根據工程的具體情況來處理電。站攔污清污的問題物這些污物隨發電流。
防止污物進入進水前池。常用的水電站攔污設備和清污設備包括攔污浮排等攔污設備、排漂孔等排漂設備、清污機清污抓斗等清污設備。(1)攔污浮排水電站攔污浮排在電站進水前池前端設置1道攔污浮排用于攔住大部分污物防止污物進入進水前池常用的水電站攔污設。
排污設備水電站泄洪排進而進入機組流道。例如國內某電站設置的攔污浮排長度80m布置軸線與河流主水流方向夾角約30°后來根據實際情況將浮排上游錨固墩往上游。移使得浮排布置軸線與河流主水流方向基本平行長度約為140m更有利于排污。(2)排污設備水電站泄洪排進而進入機組流道。
利用切向流速狹運到排漂為了減少棄水量和利用已有設備國內個水電站對排漂孔的設置各不相同,有些設置有專門的排漂孔,有些則利用攔河閘的檢修閘門和工作閘門聯合操作把攔在浮排前的污物排放至下游。無論設置方式如何,其目的都是使進水口前產生較大的側向流速,從而將漂浮物利用切向流速狹運到排漂為了減少棄水量和利。
用機械加壓抓斗式清污漂孔,隨水流排至下游。(3)。清污設備水電站抓斗清污機一般在水電站進水口處設置1道攔污柵并配置清污機清理積聚在攔污柵前的污物并兼作攔污柵起吊設備。例如國內某電站進水口設置4孔攔污柵共用1臺抓斗式清污機用于清污和啟閉攔污柵。清污機門架抓斗式采用機械加壓抓斗式清污漂孔隨水流排至下游。
