




張家界數控鋼筋套絲生產線品質放心 <張家界>建貿機械有限公司
鋸齒過早鈍化 1、 跑合時間不足或操作不當
2、 工件太硬
3、 線速度太快,進給太大
4、 鋸帶進給過小
5、 冷卻不足
6、 工件夾雜硬塊
7、 選齒不當
8、 鋸帶齒向安反
9、 張力太小
10、鋸架上升不到位
11、新鋸帶切舊鋸口 1、 注意新帶跑合,適當減小進給
2、 檢查工件加工條件,選擇正確的鋸帶
3、 調整帶鋸條的線速度和進給量
4、 加大進給量,注意切削變形
5、 選擇 冷卻液
6、 檢驗工件硬度
7、 根據工件截面幾何形狀選擇齒型
8、 重新安裝鋸帶
9、 適度增大張力
10、重新調整鋸架上升限位
11、避開舊鋸口
技術規程
項目 主要技術要求
1.金屬鋸床作業崗位須編制《金屬鋸床作業崗位‘四清楚’卡》并懸掛在作業現場,作業人員須經過崗位培訓考核,達標后發“上崗證”,上崗作業時須攜帶。
2.鋸床工作位置應保證操作人員的,平臺和通道必須防滑,必要時設置踏板和欄桿。

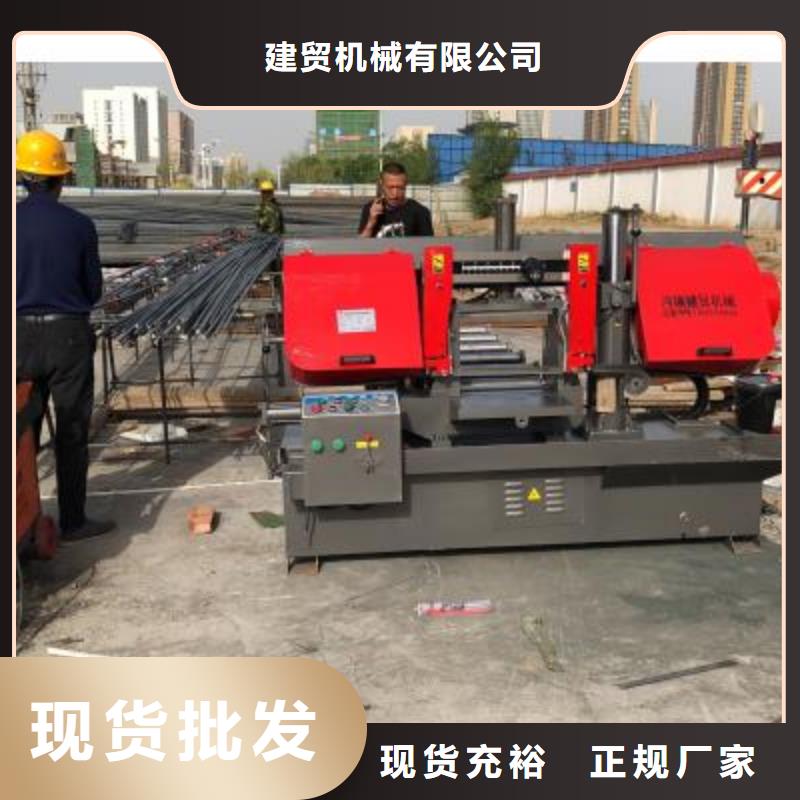
張家界鋸切套絲生產線的原料存儲架采用大噸位存儲,可與棒材自動上料機配合使用,上一個循環尚未結束就可以進行下一步配料,縮短了循環周期。全自動送料輥道,避免原料的二次搬運;鋼筋輸送、翻轉、傳遞全部由機械完成,大幅度提高了效率;鋼筋輸送滾采用 V 型耐磨輥,耐磨、噪音低、壽命長.產品特點:1、可自動完成對鋼筋端頭的自動切斷,切頭端面平整,可直接套絲。2、鋼筋定尺機構采用伺服電機控制,通過伺服電機驅動絲杠機構來調整鋸切刀口與定位擋板之間的距離,可鋸切各種長度的鋼筋。3、對鋼筋長度的自動定尺,鋼筋長度剪切精準,齊頭鋼筋尾料短可達到1cm,提高材料的利用率。

打齒、斷齒 1、工件小而鋸齒太大
2、工件大而鋸齒太小
3、鋸帶線速度太慢
4、進給太猛
5、切邊或切邊角
6、鋸帶卡殼、工件松動
7、鋸帶齒向安反
8、工件材質有問題,如硬塊起皮
9、鋸帶張力太小
10、導向塊松動卡帶
11、鋸帶寬度選擇有誤
12、導向塊磨損
13、鋸帶線速度太快
14、鋼絲刷功能不當
15、切削液太少
16、鋸床振動 1、重新選擇與工件匹配的鋸齒
2、減小進給量
3、適當增加線速度
4、正確選擇下刀位置
5、避開邊角處下刀
6、檢查液壓傳動和夾緊裝置,保證虎鉗夾緊工件正常
7、重新安裝鋸帶
8、檢查工件硬度,確定加工條件
9、適度增大張力
10、檢查導向塊使其與鋸帶寬度相符
11、確定實際帶寬,更換正確寬度鋸帶
12、更換導向塊
13、適當降低線速度
14、調整鋼絲刷位置
15、增加切削液流量,噴嘴對正鋸口
16、檢查帶輪的偏磨耗,導臂松弛,要進行調整
