




鋼筋籠滾籠機自制鋼筋籠纏繞機/全自動數控鋼筋籠纏繞機速度比全自動數控鋼筋籠纏繞機的油泵壓力不足的分析1、帶動油泵的電動機的轉向反了。整改措施就是調換一下電動機三相電源線中的任意兩個相位。2、油箱內的油液位過低。就是添加液壓油到油泵能抽到的位置以上。3、閥壞了或者的壓力偏低。措施是更換新的的閥,湖綜合調壓閥的大小。4、由于磨損原因,造成油泵和電機之間的聯軸器不起效了。修改是更換失效的聯軸器。5、數控鋼筋籠自動繞筋機的電磁換向閥卡死了。修復換向閥,或者更換新的換向閥。6、油缸的密封圈出現了問題,這種情況一般就是直接更換新的密封圈.
<張家界>建貿機械設備有限公司鋼筋籠滾籠機 全自動鋼筋籠繞筋機數控系統通電后的檢查: (1)先要檢查數控裝置中各個風扇是否正常運轉,否則會影響到數控裝置的散熱問題。 (2)確認各個印刷線路或模塊上的直流電源是否正常,是否在允許的波動范圍之內。 (3)CNC裝置的各種參數。包括系統參數、卷板機PLCC參數、伺服裝置的數字設定等,這些參數應符合隨機所帶的說明書要求。 (4)當數控裝置與機床聯機通電時,應在接通電源的同時,作好按壓緊急停止按鈕的準備,以備出現緊急情況時隨時切斷電源。 (5)在手動狀態下,低速進給移動各個軸,并且注意觀察機床移動方向和坐標值顯示是否正確。
 張家界定制全自動鋼筋籠滾籠焊機的生產廠家
<張家界>建貿機械設備有限公司
張家界定制全自動鋼筋籠滾籠焊機的生產廠家
<張家界>建貿機械設備有限公司
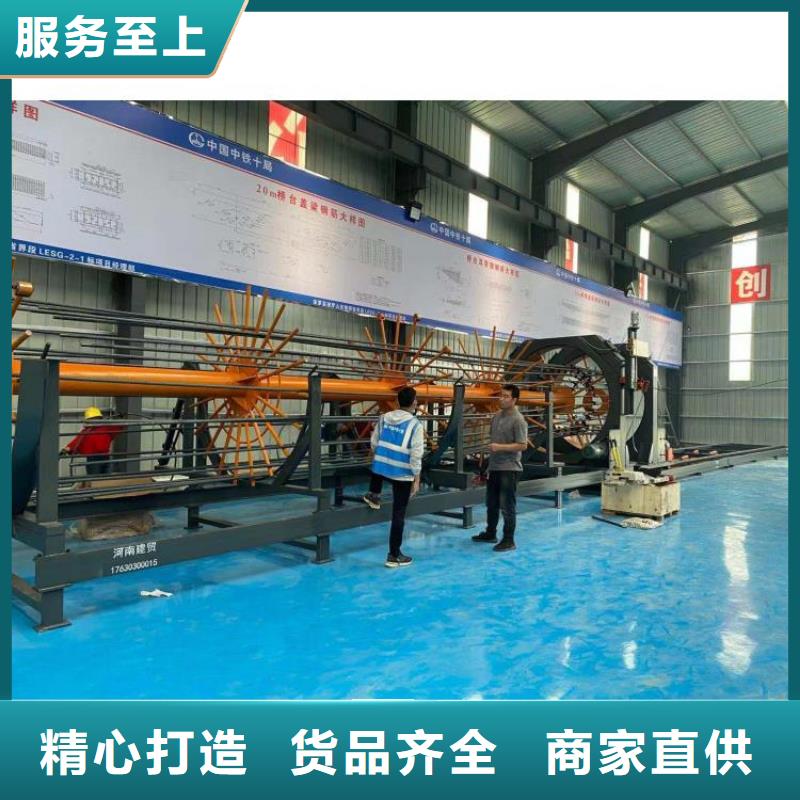
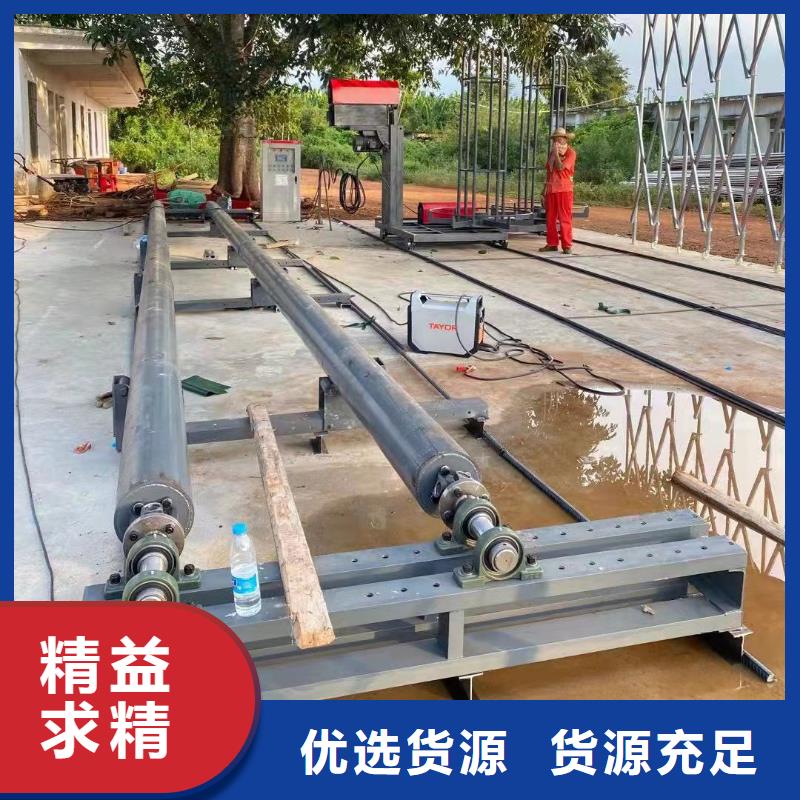
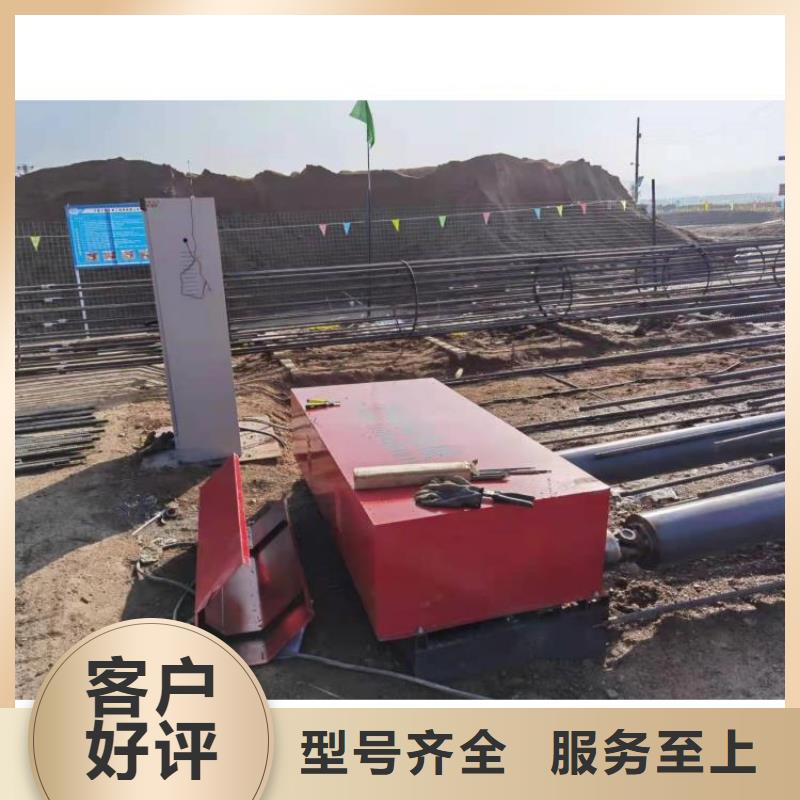
鋼筋籠滾籠機在試運轉的全過程中留意查驗零部件部件是否有出現異常的震動響聲,查驗各工裝夾具是不是處在一切正常的工作態度,查驗準確無誤后只能一切正常運作工作中。在滾籠機工作中的全過程中人們應當立即的觀查管理狀況,若有異常現象的產生務必關機開展維修,防止導致大的常見故障。在應用滾籠機時人們應當立即搞好清理維護保養工作中,每季度對必須潤化位置充注潤滑脂以確保滾籠機的一切正常運作。灌注樁繞筋機械加工覆蓋面廣,合適各種各樣主筋箍筋總數、方式、型號規格、尺寸、長短的設計方案規定,不容易由于機器設備作用危害灌注樁設計方案或不可以上機操作生產制造。專業化工作沒受人為失誤危害,長期工作中可平穩不會改變。品質平穩。灌注樁繞筋機作出的商品結構緊湊,造型設計美觀大方。成形更快,待工情況2個可全線生產制造,一切正常負荷4人每天可生產制造12-30多節灌注樁。
 jmc
22186
jmc
22186
鋼筋籠滾籠機四。鋼筋籠滾焊機優點:加工可靠:由于采用的是數控機械化作業,能夠化制作鋼筋籠,間距均勻,精度高;機械,盤筋與主筋纏繞緊密;邊成型邊加內加強筋,確保鋼筋籠同心度。加工速度快:正常情況下備料及滾焊部分3人一班,分二班作業,6個人就可以加工出20多個12米長成品的鋼筋籠,工作效率非常高(全自動鋼筋籠焊機,鋼籠氣保焊無需人工,由設備自動完成)。自動化程度高:主筋由氣缸固定,自動焊設備還可以實現氣保焊的自動化完成,加大工作效率、工人勞動強度。五。鋼筋彎箍機等鋼筋加工機械在的鋼筋工人手里面瞬間就不一樣了,這些鋼筋工人利用這些機器,加工出來的鋼筋在保證的前題下還能夠保證低損失、高質量,數控鋼筋籠滾焊機,滾籠機那么好的加工設備在鋼筋工人手里更是能夠起到更好的效果。切刀的調整切刀分為上切刀和下切刀。兩切刀之間的間隙Δt的值,在調直小直徑鋼筋時應控制在0.1mm以內,在調直大直徑鋼筋時應控制在0.2mm以內。數控鋼筋籠滾焊機,滾籠機調整方法是,先將下切刀裝入刀體座內,使其端面與上切刀自然接觸,然后,調整緊固螺釘和調整螺釘使下切刀軸向移動,調整與上切刀之間的間隙。
<張家界>建貿機械設備有限公司鋼筋籠繞筋機自動化程度高。采用計算機控制、觸摸屏進行操作,旋轉速度、行走速度均為無級可調,加配自動焊接手,可實現自動焊接。2.焊接速度快。采用自動焊接手,1-2秒即可焊接一個焊點。相對傳統人工模式,加工效率3至4倍。3.質量穩定。焊點質量可靠,主筋分布精度高,一致性好,箍筋間距均勻,為鋼筋籠后續的快速對接提供了基礎。4.勞動強度低。只需2-3人即可完成設備整體操作,在生產大直徑鋼筋籠時優勢尤為顯著。5.操作簡單。工人通過簡單培訓即可上崗。6.適應能力強。適用于主筋直徑12mm-50mm鋼筋籠的焊接,在焊接中箍盤間距可自動調整。7.根據需要,可定制有“雙主筋””或“對焊”主筋的鋼筋籠設備。鋼筋籠滾籠機
