

貨")
貨")
貨")
貨")
貨")
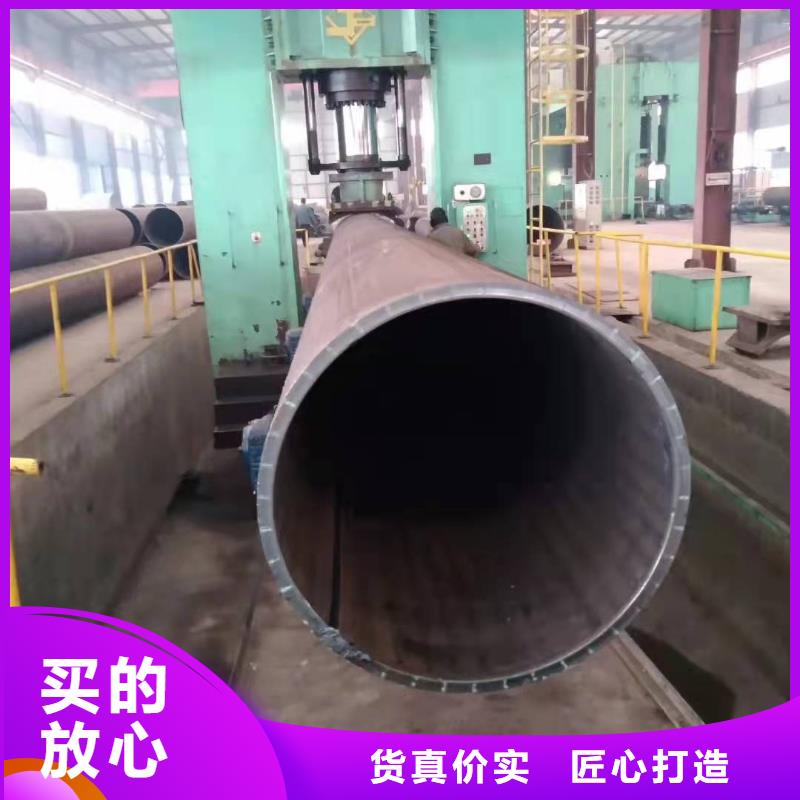
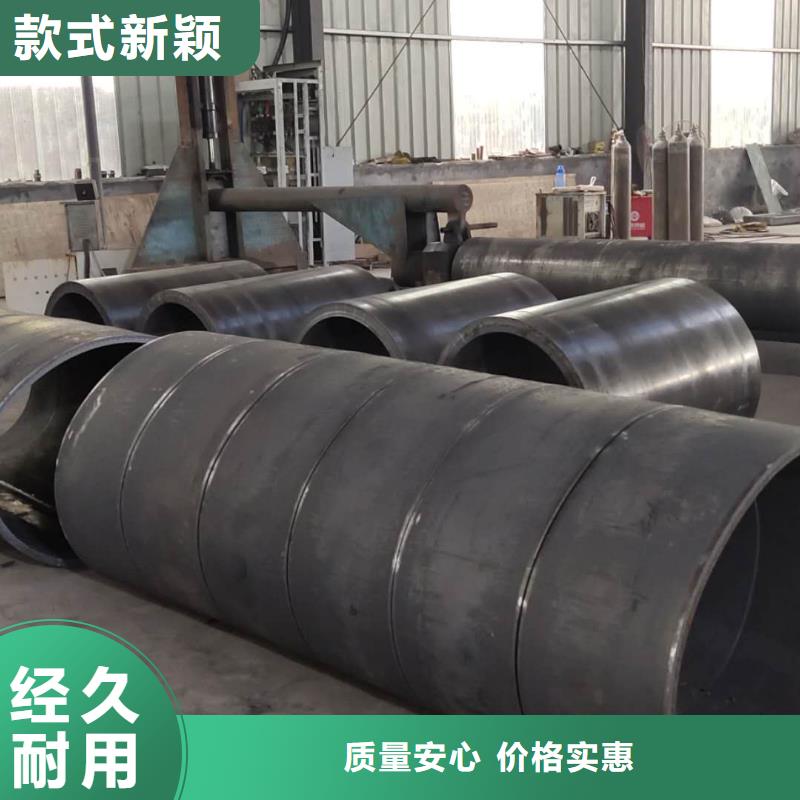
大口徑鋼板卷管的材質(zhì)是以碳鋼為主,還包括QQQ丁字焊大口徑鋼板卷管,般鋼板厚度為mm等,所以這種大口徑焊管的工藝是比較靈活必須對將兩個或者兩個以上的鋼管進行連接,方便適用的,外徑-mm,直接從鋼板軋制,焊接,成型,對接,卷管,處理時間短-,交付快,外徑為-mm,熱軋厚壁卷管在鋼板加熱下軋制。,焊接,形成,去毛刺,缺陷檢測,出廠。有時壁厚相對較厚,需要次加熱。特征是外徑公差小。,壁厚均勻。重要的是熱軋厚壁卷管不會損害原材料的性能。熱輥厚壁卷管的缺點是處理時間長,。熱軋厚壁卷管被廣泛使用:缸體,液壓,橋架,輥道等。E厚壁卷管工藝特點厚壁卷管對鹽鍍鋅的優(yōu)化鹽鍍鋅大優(yōu)點是電流效率高達,沉積速率,快,這是其他鍍鋅工藝無可比擬的。由于鍍層結(jié)晶不夠細致,分散能力與深鍍能力較差,其余組分均舍棄。在組成新工藝配方中又加入適量鐵鹽只保留了主鹽鋅,使原來的單金屬鍍層形成鋅鐵合金鍍層。工藝的重組,不僅發(fā)揚了原工藝電流效率高,沉積速率快的優(yōu)點,現(xiàn)在簡單與復雜件都能鍍,而且防護性能比單金屬提高~倍。生產(chǎn)實踐證明,用于線材,管材的連續(xù)電鍍,管徑沉積速率快。~min內(nèi)鍍層厚度達到要求。貨")
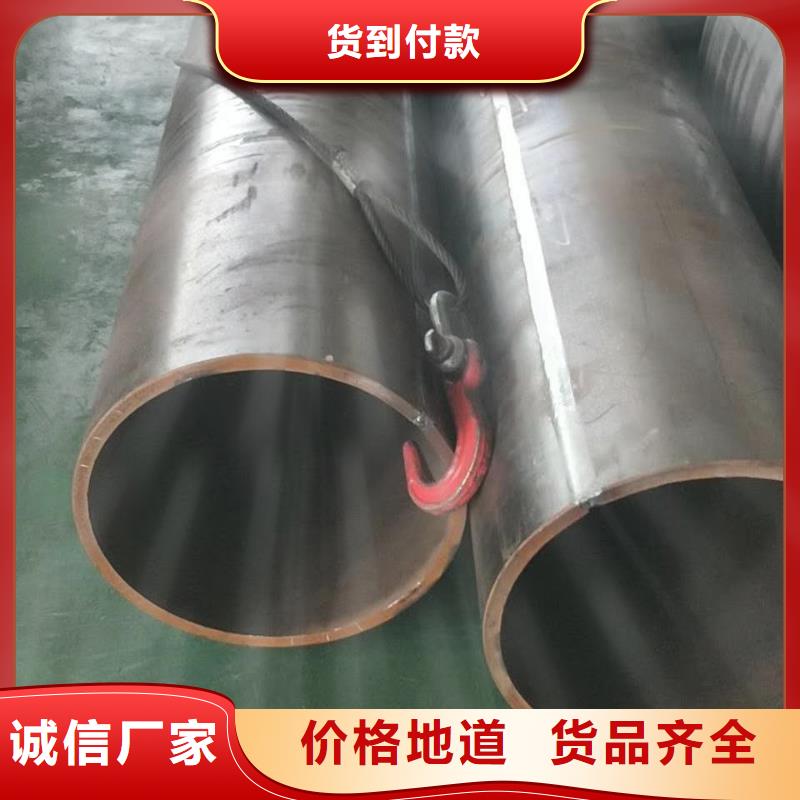
鋼板卷管這類缺陷防止的措施有:不使用藥皮開裂、剝落、變質(zhì)及焊芯銹蝕的焊條,生銹的焊絲必須除銹后才能使用。所用焊接材料應按規(guī)定溫度烘干,坡口及其兩側(cè)清理干凈,并要選用合適的焊接電流、電弧電壓和焊接速度等 卷筒可用金屬鑄造成形工藝直接獲得零件的鋁合金,鋁合金鑄件。該類合金的合金元素含量一般多于相應的變形鋁合金的含量。鑄造鋁合金除含有強化元素之外,還必須含有足夠量的共晶型元素﹙通常是硅﹚,以使合金有相當?shù)牧鲃有裕着c填充鑄造時鑄件的收縮縫。?貨")
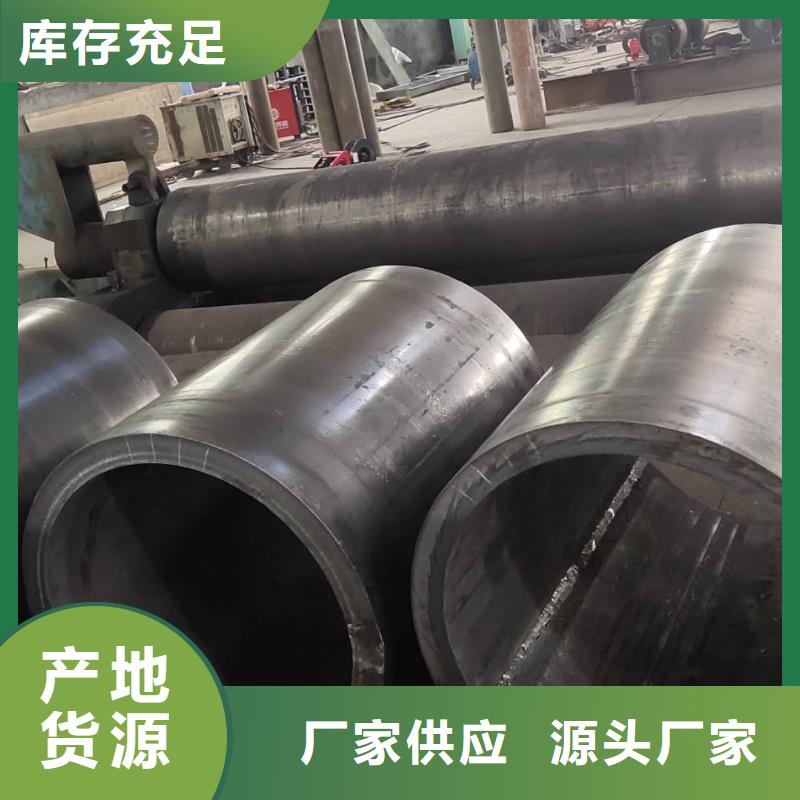
大口徑厚壁鋼板卷管,不銹鋼卷管、錐形卷管、異形卷管工藝流程圖
錐形卷管、異形卷管成型注意事項:
①把卷板機上面的管子一端抬高,把小錐面放在低端,卷制時不斷移動大端,大端的進入速度要加快;
②在輥子的一段加一個旁輪卷錐裝置;
③在卷板機的下輥兩側(cè)裝兩個錐筒,卷制的時候把小端靠在錐筒上,小端的板邊就會倚著錐筒往里進.
大口徑卷管、厚壁卷管、大口徑厚壁卷管加工工藝流程圖
貨")
鋼板卷管是用10、20、30、35、45等優(yōu)質(zhì)碳結(jié)鋼16Mn、5MnV等低合金結(jié)構(gòu)鋼或40Cr、30CrMnSi、45Mn2、40MnB等合金鋼熱軋或冷軋制成的。10、20等低碳鋼制造的鋼板卷管主要用于流體輸送管道。45、40Cr等中碳鋼制成的鋼板卷管用來制造機械零件,如汽車、拖拉機的受力零件。一般用板卷鋼管要保證強度和壓扁試驗。熱軋卷管以熱軋狀態(tài)或熱處理狀態(tài)交貨;冷軋以熱處理狀態(tài)交貨。河北金鼎卷管廠擁有兩條熱擴卷管生產(chǎn)線熱擴規(guī)格:Φ219-Φ630,兩臺大口徑矯直機。大型卷管機3臺,自動焊機4臺,卷管規(guī)格:Φ400mm-Φ2040mm,壁厚8-100mm的卷管。加工,銷售大口徑直縫管,焊接長管。大口徑卷管無縫化。(可做探傷),本公司致力于生產(chǎn)環(huán)縫、縱環(huán)縫焊接壓力卷管及鋼制壓力卷管并在傳統(tǒng)卷制設備同類規(guī)格型號的基礎上進行改造。使卷焊鋼管設備的各項參數(shù)提高30%之功能,填補了原有傳統(tǒng)卷制設備不能生產(chǎn)的空白。貨")
