






酸洗鈍化無縫管適用于各種形狀的鋼鐵件的除油酸洗鈍化無縫管適用于各種形狀的鋼鐵件的除油,除銹,磷化,鈍化四合一綜合處理,具有除油效果好,除銹速度快,磷化無縫鋼管酸洗無縫鋼管酸洗磷化鋼管酸洗鈍化無縫鋼管酸洗磷化無縫管防腐性能佳等特點,酸洗鈍化鋼管的酸洗磷化,鈍化的知識酸洗鈍化無縫管適用于各種形狀的鋼鐵件的除油酸洗鈍化無縫管的幾種處理方法酸洗鈍化無縫鋼管產品優點實現了多道工藝一步完成的目的,而且,,易存儲。酸洗鈍化無縫管使用方法,將待處理工件用本品處理5-30分鐘(視銹蝕情況)后涼干,酸洗鈍化鋼管-酸洗磷化無縫管-酸洗鈍化無縫鋼管-酸洗鈍化無縫鋼管廠。
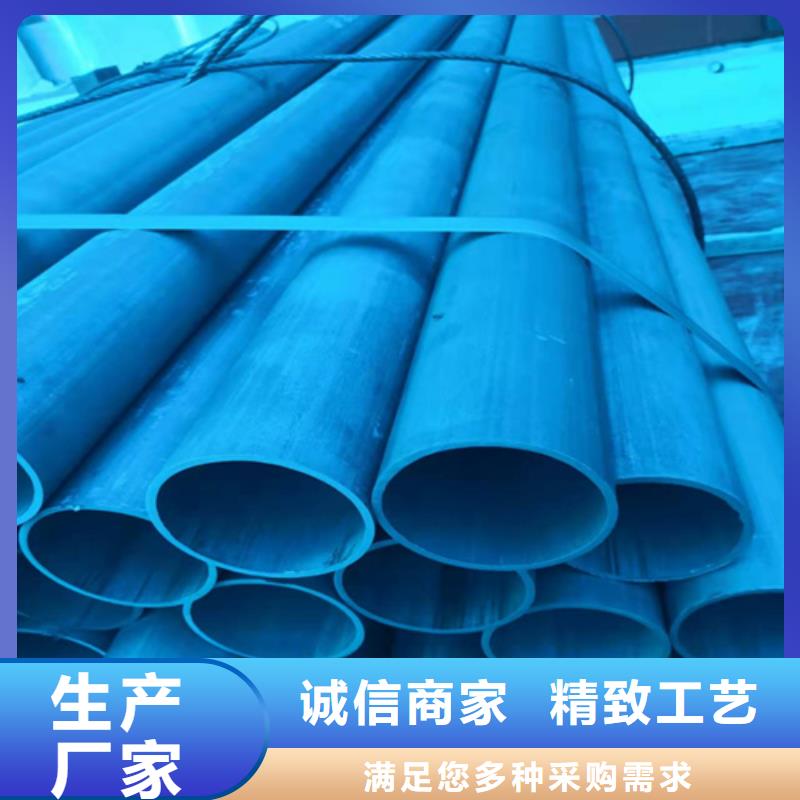
酸洗鈍化無縫鋼管容器或零部件必須用潔凈水將表面沖洗干凈,后用酚酞試紙測試沖洗面的任何處,使PH值在6.5-7.5之間,或用濾紙檢查沖凈程度,無藍色為合格。然后擦干或用壓縮空氣吹干。容器和零部件經酸洗鈍化后搬運吊裝及存放時禁止磕碰劃傷鈍化膜。管路清洗完畢如果沒有很快進入調試階段 必須在管路中及時鋪油 而且要在整個內壁上都形成一層油膜 以免產生二次生銹。油洗之后 調試之前必須再次對管路進行檢查 特別是在管路的拐彎處以及大的集流腔等容易積存油液的地方 要打開管路進行檢查 放出殘存的油液 并用干凈的油液再沖洗 直到看不到雜質為止。
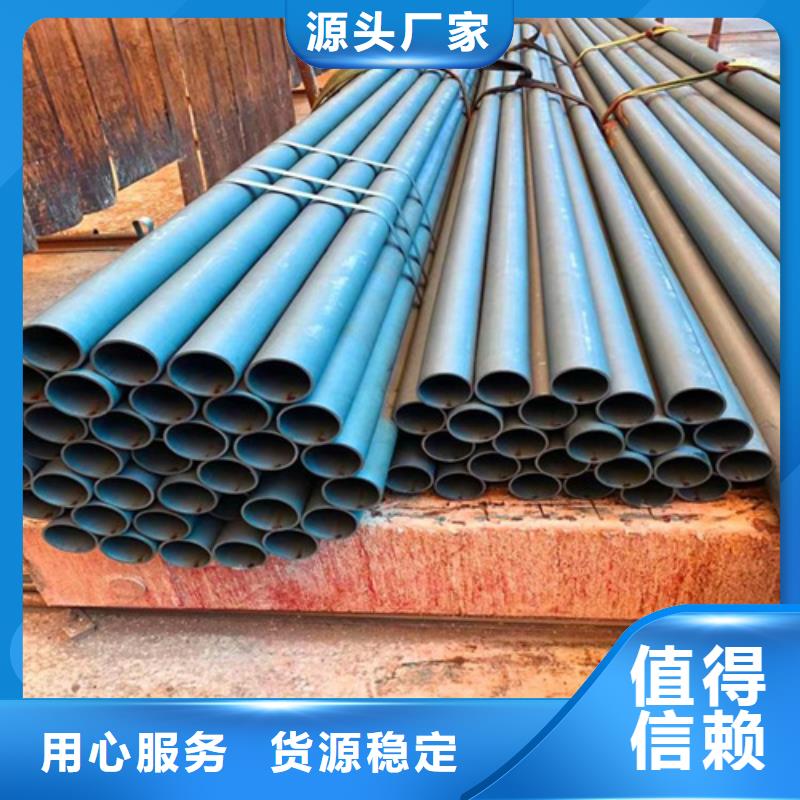
酸洗鈍化無縫鋼管1)脫脂。脫脂液配方為:(NaOH)=9%~10%;(Na3PO4)=3%;(NaHCO3)=1.3%;(Na2SO3 )=2%;其余為水。操作工藝要求為:液體溫度70~80℃,浸泡4h。 (2)水沖。壓力為0.8MPa的潔凈水沖干凈。 (3)酸洗。酸洗液配方為:HCl為13%~14%;緩蝕劑為1%;其余為水。操作工藝要求為:常溫浸泡1.5~2h。 (4)水沖。用壓力為0.8MPa的潔凈水沖干凈。 (5)二次酸洗。酸洗液配方同上。操作工藝要求為:常溫浸泡5min。 (6)中和。中和液配方為:NH4OH稀釋至pH值為10~11的溶液。操作工藝要求為:常溫浸泡2min。 (7)鈍化。鈍化液配方為:鈍化劑為8%~10%;NH4OH為2%;其余為水。操作工藝要求為:常溫浸泡5min。 (8)水沖。用壓力為0.8MPa的凈化水沖凈為止。 (9)快速干燥。用蒸汽、過熱蒸汽或熱風吹干 (10)封管口。用塑料管堵或多層塑料布捆扎牢固。 如按以上方法處理的無縫鋼管,管內清潔、管壁光亮,可保持2個月左右不銹蝕;若保存好,還可以延長時間。
酸洗鈍化無縫鋼管在絡和清洗過程中,應投加緩蝕劑、還原劑、助溶劑、銅離子抑制劑等助劑。并在清洗時掛入與清洗設備材質相同或相似的標準腐蝕指示片和監視管段,以便隨時監測。 系統恢復循環后,保持液位循環,當無誤時加入緩蝕劑,等緩蝕劑循環均勻后緩慢加入酸洗藥劑和其它助劑。在絡和清洗中,應定時取樣分析清洗液濃度、鐵離子濃度及定期進行反向循環,同時進行放空和導淋,以免產生氣阻和導淋堵塞酸洗鈍化無縫鋼管公司的經營理念: “同樣的產品比質量、同樣的質量比價格、同樣的價格比服務、同樣的服務比信譽"。服務三保:保證質量、保證時間、保證數量。服務宗旨:雄厚的實力、的產品、低廉的價格、的服務。鄭重承諾:保證以的產品、優的質量、的價格、完善的服務來答謝新老顧客的信賴。經營原則:顧客至上、質量優良、品種齊全、價格合理酸洗是整個化學清洗過程的關鍵步驟。由絡合劑、滲透劑、懸浮劑和活性緩沖劑構成一種特殊條件下的清洗劑。該清洗劑溶解污垢的能力強,與污垢作用時間短,對設備無腐蝕,操作方便而且除垢率可達95%以上。
