縫鋼管切割")
縫鋼管切割")
縫鋼管切割")


縫鋼管切割")
鋼材的內(nèi)徑尺寸波動(dòng)較大,原因是;鋼溫不穩(wěn)定有陰陽(yáng)面。鋼的成分不均勻。由于設(shè)備簡(jiǎn)陋,地基強(qiáng)度低,軋機(jī)的跳大。會(huì)出現(xiàn)有同一周內(nèi)內(nèi)徑變化較大,這樣的鋼筋受力不均勻易產(chǎn)生斷裂。 優(yōu)質(zhì)材的商標(biāo)和印字都比較規(guī)范。 三鋼材直徑16以上的大螺紋,兩商標(biāo)之間的間距都在IM以上。 鋼材螺紋鋼的縱筋經(jīng)常呈波浪形。 鋼材廠家由于沒(méi)有行車(chē),所以打包比較松散。側(cè)面呈橢圓形。
而保障住房的建立少不了無(wú)縫鋼管的身影。首先,在搭建腳架的時(shí)候我們無(wú)縫鋼管的優(yōu)勢(shì)就體現(xiàn)出來(lái)了,因?yàn)闊o(wú)縫鋼管的生產(chǎn)工藝造就了無(wú)縫鋼管更加牢固更加穩(wěn)定的特性,為樓房的建設(shè)提供了保障。還有就是因?yàn)闊o(wú)縫鋼管的耐腐蝕性和耐高壓性能,房地產(chǎn)開(kāi)發(fā)用走水和天燃汽管道會(huì)用到無(wú)縫鋼管。因此我們無(wú)縫鋼管也會(huì)積極參與民生問(wèn)題,相應(yīng)號(hào)召。新型的保障住房房這一個(gè)消息讓民眾歡呼,看到了明天的曙光。縫鋼管切割")
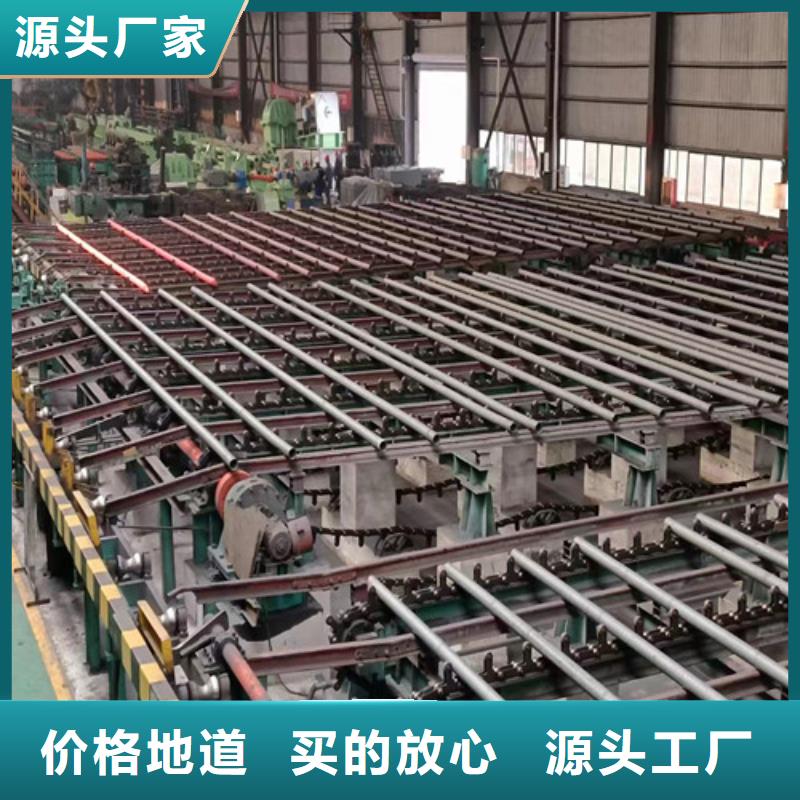
無(wú)縫鋼管是一種較為特殊的管道材料,包括的使用范圍也非常廣泛,為常見(jiàn)的材質(zhì)是碳素鋼和不銹鋼兩種,更換產(chǎn)品的規(guī)格相對(duì)也是比較容易的,目前很多的無(wú)縫鋼管生產(chǎn),依然沿用的是小批量的生產(chǎn)方式,這種制造方法應(yīng)該說(shuō)時(shí)為普遍的一種,機(jī)械化的生產(chǎn)模式,一定程度上了無(wú)縫鋼管的生產(chǎn)效率,采用整個(gè)生產(chǎn)線(xiàn)作業(yè)的運(yùn)營(yíng)模式,能夠大大產(chǎn)量。
生產(chǎn)無(wú)縫鋼管所用到的加熱爐,所采用的是環(huán)形加熱爐,除了這種加熱爐以外,還有其他種類(lèi)的加熱爐,根據(jù)制作無(wú)縫鋼管的不同,在具體加熱方式上也是有差異的,在熱處理完成之后,還需進(jìn)行進(jìn)一步的加工,包括矯直,精整和檢驗(yàn)這幾個(gè)步驟,這樣才能保證無(wú)縫鋼管在出場(chǎng)時(shí)的質(zhì)量能保持在高水平,因此檢驗(yàn)的步驟必不可少。縫鋼管切割")
10號(hào)和20號(hào)無(wú)縫鋼管的材質(zhì)不同,硬度也不一樣。10與20代表的它們的含碳量的高低。在GB9948中10號(hào)含碳量為0.07-0.14,而20C含碳量為0.17-0.24。C的含量越高它的硬度及強(qiáng)度越高但韌性和塑性會(huì)越低可焊接性越差。10# 硬度不夠,但是韌性很好,在脹接時(shí)的可靠些不容易出現(xiàn)裂,適合做 小口徑的 管道,比如汽車(chē)上的油管20號(hào) 硬度適中,韌性也還可以,所以是用途廣泛的,管道、管件、機(jī)械加工設(shè)備等等都可以用到。
談及無(wú)縫鋼管,我們首先會(huì)想到的是這種管道材料的質(zhì)量?jī)?yōu)越,這是無(wú)縫鋼管的大特點(diǎn),其次,無(wú)縫鋼管采用的是鋼材的結(jié)構(gòu),所以無(wú)縫鋼管的硬度是很高的。無(wú)縫鋼管的質(zhì)量是這種管道材料得以在工業(yè)領(lǐng)域中得到推廣和發(fā)展的原因,這是無(wú)縫鋼管的復(fù)雜生產(chǎn)工藝決定的,無(wú)縫鋼管的大特點(diǎn)就在于管壁的部分是沒(méi)有任何接縫的,而普通的管道有明顯的接縫。縫鋼管切割")
焊接Q345B無(wú)縫鋼管時(shí)要注意哪些地方呢?下面本公司給您們講解一下!
1、對(duì)接打底時(shí),為防止底層焊道的背面被氧化,背面也需要實(shí)施氣體保護(hù)。
2、為防止異型管焊接氣孔之出現(xiàn),焊接部位如有鐵銹、油污等務(wù)必清理干凈。
3、干伸長(zhǎng)度,一般的焊接電流為250A以下時(shí)約5mm,250A以上時(shí)約20-25mm較為合適。
4、采用平特性焊接電源,直流焊接時(shí)采用反極性。使用一般的CO2焊機(jī)就可以施焊,但送絲輪的壓力請(qǐng)稍調(diào)松。
5、電弧長(zhǎng)度,不銹鋼異型管的MIG焊接,一般都在噴射過(guò)渡的條件下來(lái)施焊,電壓要調(diào)整到弧長(zhǎng)在4-6mm的程度。
6、異型管MIG焊接容易受到風(fēng)的影響,有時(shí)風(fēng)而產(chǎn)生氣孔,所以風(fēng)速在0.5m/sec以上的地方,都應(yīng)當(dāng)采取防風(fēng)措施。
7、鎢極從氣體噴嘴突出的長(zhǎng)度,以4-5mm為佳,在角焊等遮蔽性差的地方是2-3mm,在開(kāi)槽深的地方是5-6mm,噴嘴至工作的距離一般不超過(guò)5mm。
8、為使氬氣很好地保護(hù)焊接熔池,和便于施焊操作,鎢極中心線(xiàn)與焊接處工件一般應(yīng)保持80-85°角填充焊絲與異型管表面夾角應(yīng)盡可能地小,一般為0°左右。
9、直流時(shí)采用正極性一般適合于6mm以下的異型管焊接,具有焊縫成型美觀,焊接變形量小的特點(diǎn)保護(hù)氣體為氬氣,純度為99.99%。當(dāng)焊接電流為50-50A時(shí),氬氣流量為8-0L/min,當(dāng)電流為50-250A時(shí),氬氣流量為2-5L/min。縫鋼管切割")