

想要更深入地了解我們的精密鋼管生產(chǎn)公司產(chǎn)品?那么請觀看我們制作的視頻,它比任何文字描述都更具體、更生動。
以下是:精密鋼管生產(chǎn)公司的圖文介紹
公司")
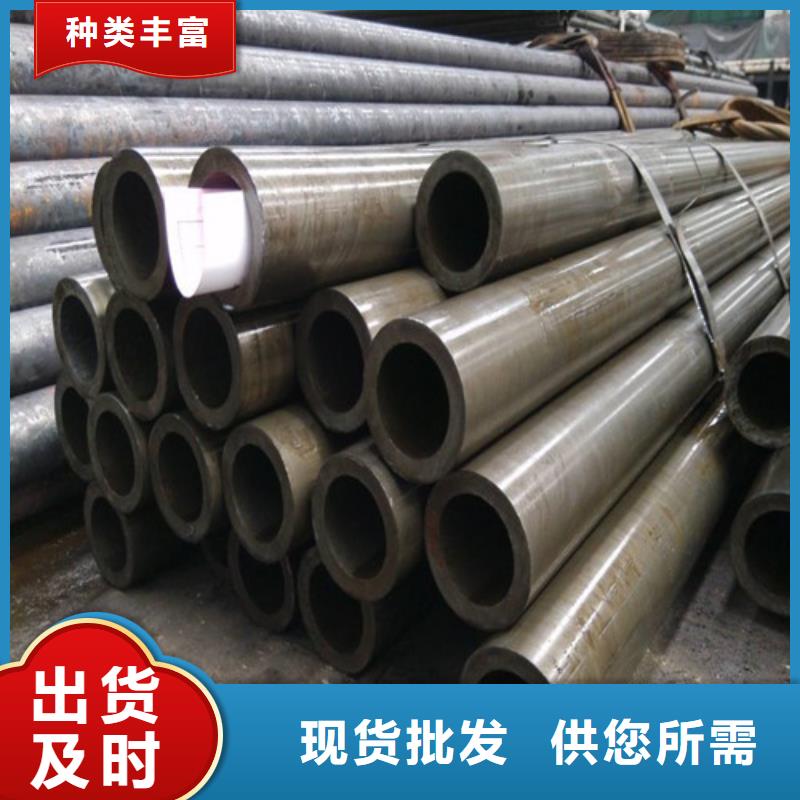
鑫邦源特鋼有限公司擁有精良的加工,和檢測設備,先進的 云南玉溪輸送管生產(chǎn)工藝,雄厚的技術力量,高素質的員工隊伍,按照國際標準、標準、行業(yè)標準設計制造 云南玉溪輸送管產(chǎn)品,本著以質量求生存,以服務求發(fā)展的經(jīng)營理念,竭誠為用戶提供優(yōu)質的 云南玉溪輸送管產(chǎn)品和優(yōu)良的服務。

公司")
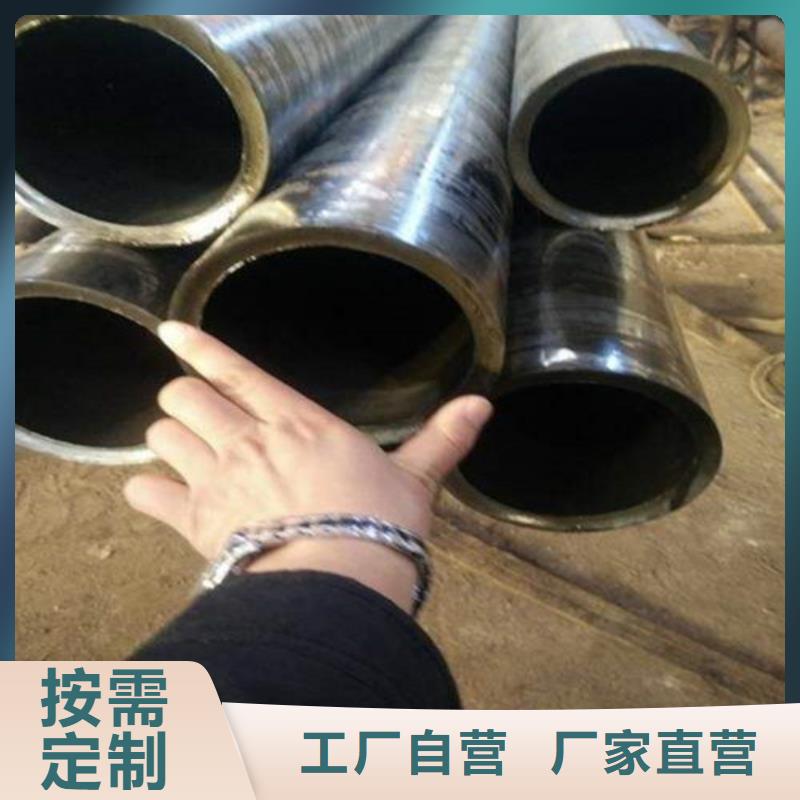
切成單根鋼管后,每批鋼管頭三根要進行嚴格的首檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼管表面質量以及經(jīng)過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產(chǎn)。焊縫上有連續(xù)聲波探傷標記的部位,經(jīng)過手動超聲波和X射線復查,如確有缺陷,經(jīng)過修補后,再次經(jīng)過無損檢驗,直到確認缺陷已經(jīng)。帶鋼對焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經(jīng)過X射線電視或拍片檢查。每根鋼管經(jīng)過靜水壓試驗,壓力采用徑向密封。試驗壓力和時間都由鋼管水壓機檢測裝置嚴格控制。試驗參數(shù)自動打印記錄。管端機械加工,使端面垂直度,坡口角和鈍邊得到準確控制。
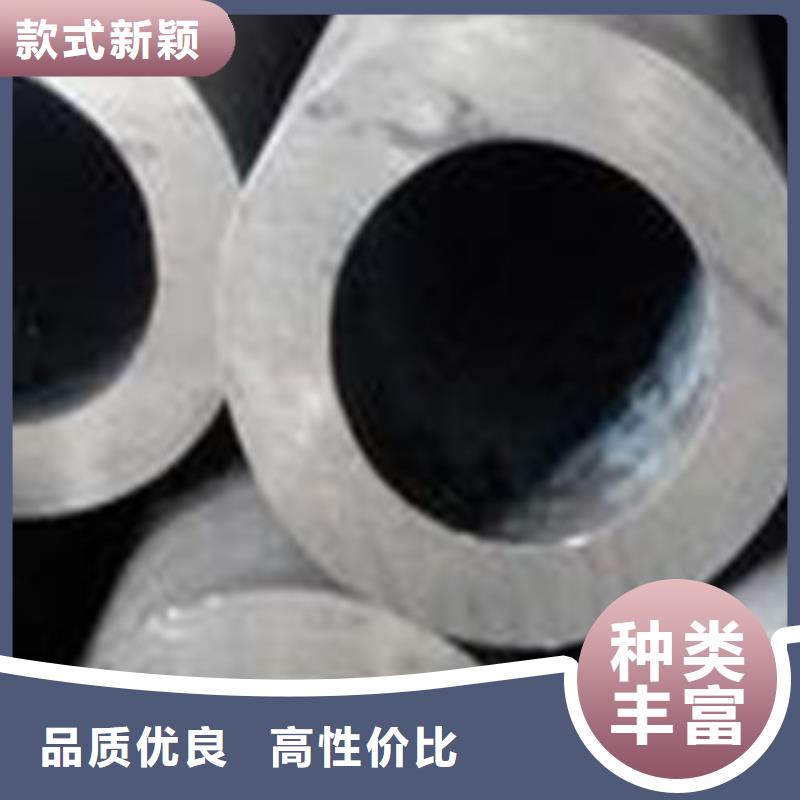
精密鋼管生產(chǎn)工藝特點:精密鋼管的生產(chǎn)工序,與用其它方式生產(chǎn)的大直徑鋼管的生產(chǎn)工序相比,有如下特點:原料準備工序簡單;原料上機后,管坯用一道工序就可做成;不需要矯直工序。
精密無縫鋼管機的生產(chǎn)效率一直是人們?yōu)殛P注的問題。提高冷軋管機的生產(chǎn)效率就是提高冷軋精密無縫鋼管機的小時產(chǎn)量產(chǎn)量A、一般用下式進行計算冷軋管機的小時.從上式可知,提高軋厚壁無縫管機產(chǎn)量的 個重要途徑就是提高軋管機的速度。要想提高軋管速度,必須首先解決軋管機機架的慣性力和慣性扭矩的平衡方法及具體結構,各個零部件的強度和剛度以及潤滑、冷卻、使用壽命等問題。加大送進量,和提高延伸率人是提高軋管機產(chǎn)量的又一有效的措施。為此,采用環(huán)形孔型塊是理想的解決方法,它既有利于加長機架行程又不過多地增加軋輥的直徑。
精密鋼管生產(chǎn)工藝特點:精密鋼管的生產(chǎn)工序,與用其它方式生產(chǎn)的大直徑鋼管的生產(chǎn)工序相比,有如下特點:原料準備工序簡單;原料上機后,管坯用一道工序就可做成;不需要矯直工序。
精密無縫鋼管機的生產(chǎn)效率一直是人們?yōu)殛P注的問題。提高冷軋管機的生產(chǎn)效率就是提高冷軋精密無縫鋼管機的小時產(chǎn)量產(chǎn)量A、一般用下式進行計算冷軋管機的小時.從上式可知,提高軋厚壁無縫管機產(chǎn)量的 個重要途徑就是提高軋管機的速度。要想提高軋管速度,必須首先解決軋管機機架的慣性力和慣性扭矩的平衡方法及具體結構,各個零部件的強度和剛度以及潤滑、冷卻、使用壽命等問題。加大送進量,和提高延伸率人是提高軋管機產(chǎn)量的又一有效的措施。為此,采用環(huán)形孔型塊是理想的解決方法,它既有利于加長機架行程又不過多地增加軋輥的直徑。
公司")
鑫邦源特鋼有限公司
公司")
公司")
公司")
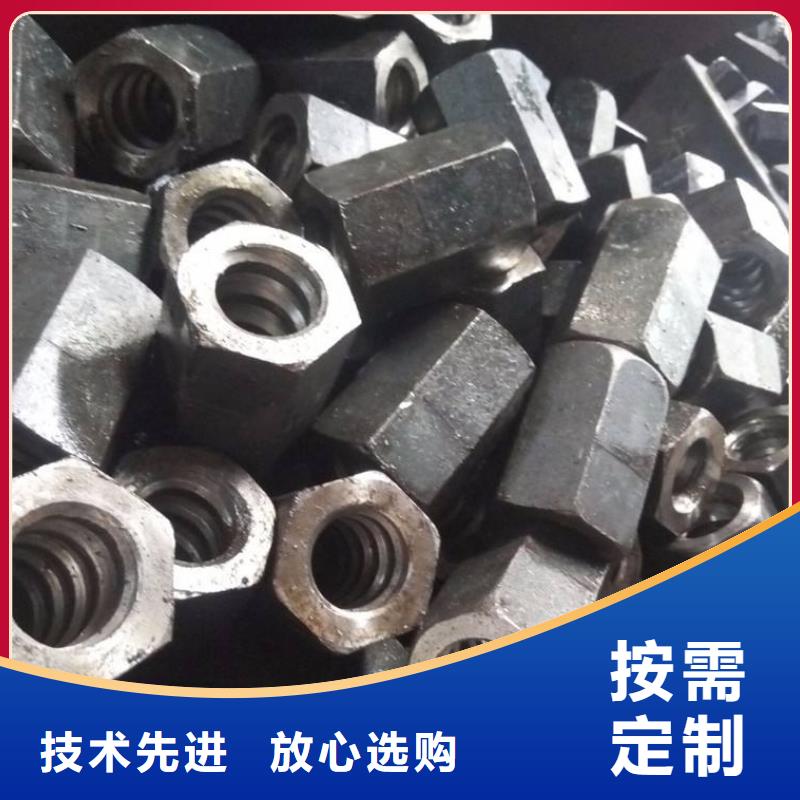
造成精密管現(xiàn)缺陷技術操作因精密管經(jīng)過熱處理后一般都會現(xiàn)質量缺陷,當然這和技術上操作有著很大關系,下面我們來看一下到底是什么因使得精密管現(xiàn)這些缺陷問題。過熱從精密管粗糙上可觀察到淬火后顯微組織過熱情況。 如果精密管淬火組織中現(xiàn)粗針狀馬氏體,則為淬火過熱組織。形成因可是淬火加熱溫度過高或加熱保溫時間太長造成過熱;也可肖巨是因始組織帶狀碳化物嚴重,在兩帶之間低碳區(qū)形成局部馬氏體針狀粗大,造成局部過熱。 過熱組織中殘留奧氏體增多,尺寸穩(wěn)定性下降。由于淬火組織過熱,鋼晶體粗大·會導致高壓合金管核J性下降·抗沖擊性能降低,高壓合金管壽命也降低。過熱嚴重甚至會造成淬火裂紋。淬火裂紋精密管在淬火冷卻過程中因內力,瞬間超過了該位置材料抗拉強度所形成裂紋稱淬火裂紋。 造成這種裂紋因有:由于淬火加熱溫度過高或冷卻太急,熱力和金屬質量體積變化時組織力大于鋼材抗斷裂強度;工作表面有缺陷在淬火時形成力集中;嚴重表面脫碳和碳化物偏析;零件淬火后回火不足或未及時回火;前面工序造成冷沖力過大、鍛造折醬、深車削痕、溝尖銳棱角等。
公司")
點擊查看鑫邦源特鋼有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
