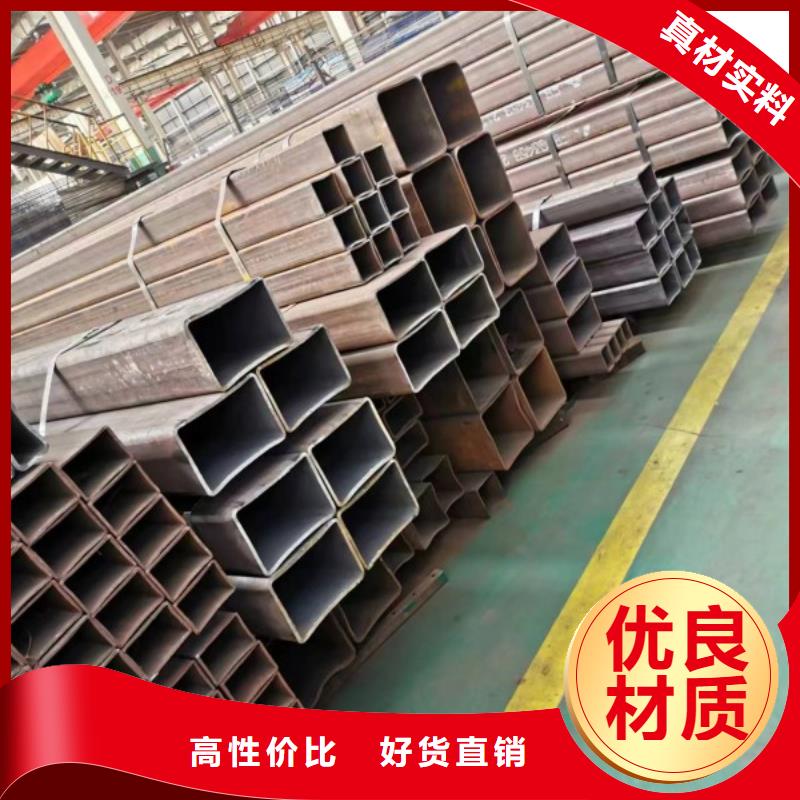







玉溪方矩管實彎成型法
實彎,顧名思義是壓實了彎折,實彎時內外輥與管坯內外壁雙向壓實。
1)實彎的優點是反彈小,成型準確,而且只要輥型準確,內角成型的R比較準確。
2)實彎的缺點是有拉伸/減薄效應。,玉溪方矩管實彎會使彎折處產生拉伸,拉伸效應使彎折線縱向的長度縮短; 第二,實彎彎折處金屬會因拉伸而變薄。
方管空彎成型方法
玉溪方矩管空彎是通過外輥與管坯外壁的單向接觸形成彎矩使帶料彎折,空彎會使彎折線產生壓縮,壓縮效應使彎折線縱向伸長,彎折處金屬出現堆積變厚,這就是空彎的壓縮/增厚效應。
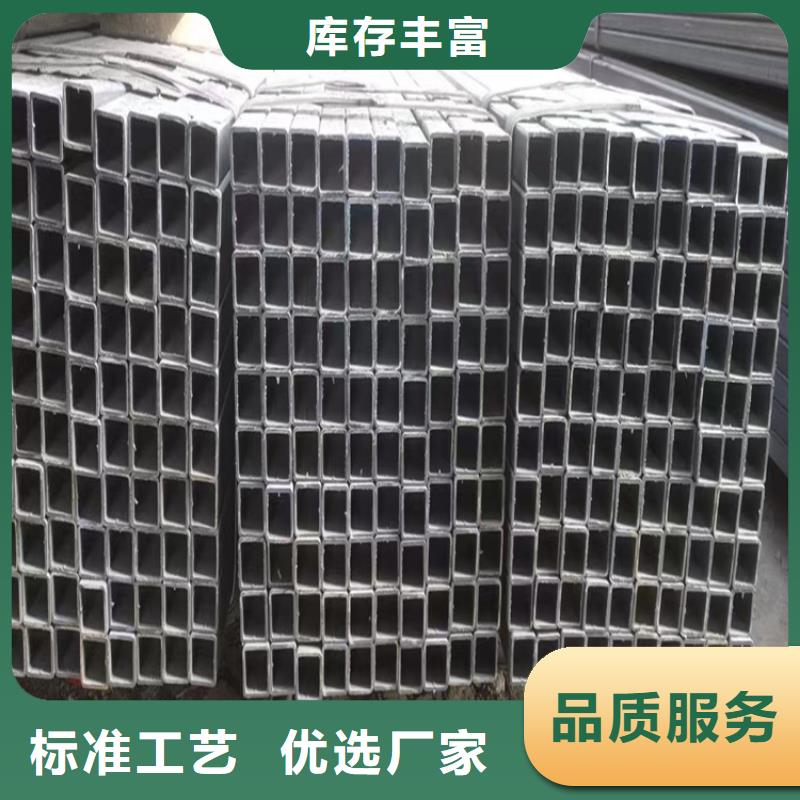
玉溪方矩管光潔度:
1 無縫 方矩管內外表面應光滑平整、無氣泡、無折疊。
2 內表面積小于100平方毫米時 ,內表面積允許公差為±0.2mm。
3 內表面積大于100平方毫米 時 ,內表面積允許公差為±0.5mm。
4 內表 面不允許有裂紋及折疊現象;5 不得有結疤 6 無明顯的劃傷及碰傷痕跡 。
(2) 玉溪方矩管平整度:
1 無縫方管內外表面應平整光滑 。
2 用10倍放大鏡觀察時 ,不應有明顯的凹凸不平。
3 管口端面與管子中心線垂直 。
4 管口端面不得有毛刺 。
5 管子彎曲處不得出現折皺。
6 管子兩端面應平行。
7 除銹后的焊縫處不允許有明顯凸起。
8 不應有明顯凹坑 。
9 不允許有影響使用的缺陷。
10 玉溪方矩管當采用卷板機焊接時 ,焊縫處的圓角半徑不應小于母材的厚度。
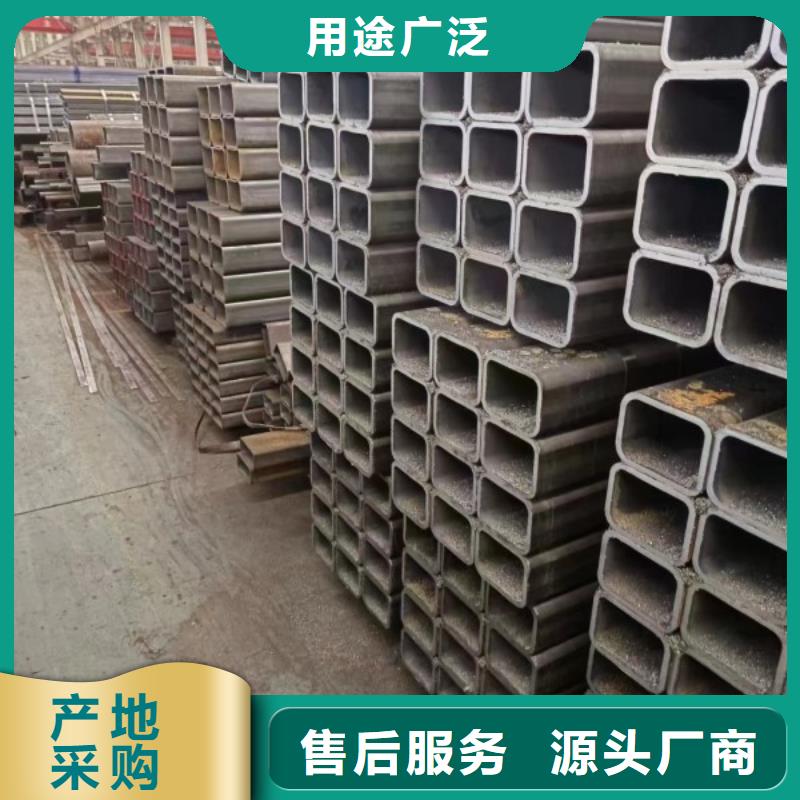
玉溪方矩管在建筑、鋼鐵建設、農業和化學機械、玻璃幕墻、機場、太陽能發電支架、電廠、電力工程、汽車底盤、鍋爐制造、房屋建設等方面都做出了貢獻。
它的主要技術指標有
1.直徑:6-150毫米、壁厚0.3-0.4毫米、長度5-10米。
2.表面光滑,不許有折疊、裂縫、分層、搭焊。
3.允許焊縫處厚度增厚和內縫焊筋存在。
4.做機械性能實驗和壓扁實驗以及擴口實驗。
5.玉溪方矩管內壓力實驗,壓力為2.5mpa保持一分鐘不漏。
6.方管兩端應平頭倒角,打印標記,成品管用六角形捆扎包裝后出廠。
玉溪方矩管的性能指數分析-疲勞
前面所討論的強度、塑性、硬度都是金屬在靜載荷作用下的機械性能指針。實際上,許多機器零件都是在循環載荷下工作的,在這種條件下零件會產生疲勞。
4. 方管的性能指數分析-沖擊韌性
以很大速度作用于機件上的載荷稱為沖擊載荷,金屬在沖擊載荷作用下抵抗破壞的能力叫做沖擊韌性。
5.玉溪方矩管的性能指數分析-強度
強度是指金屬材料在靜荷作用下抵抗破壞(過量塑性變形或斷裂)的性能。由于載荷的作用方式有拉伸、壓縮、彎曲、剪切等形式,所以強度也分為抗拉強度、抗壓強度、抗彎強度、抗剪強度等。各種強度間常有一定的聯系,使用中一般較多以抗拉強度作為基本的強度指針。
