

想要更直觀地感受鍍鋅管09CrCuSb角鋼免費(fèi)獲取報(bào)價(jià)產(chǎn)品的魅力嗎?那就趕緊點(diǎn)擊視頻,開啟你的采購之旅吧!
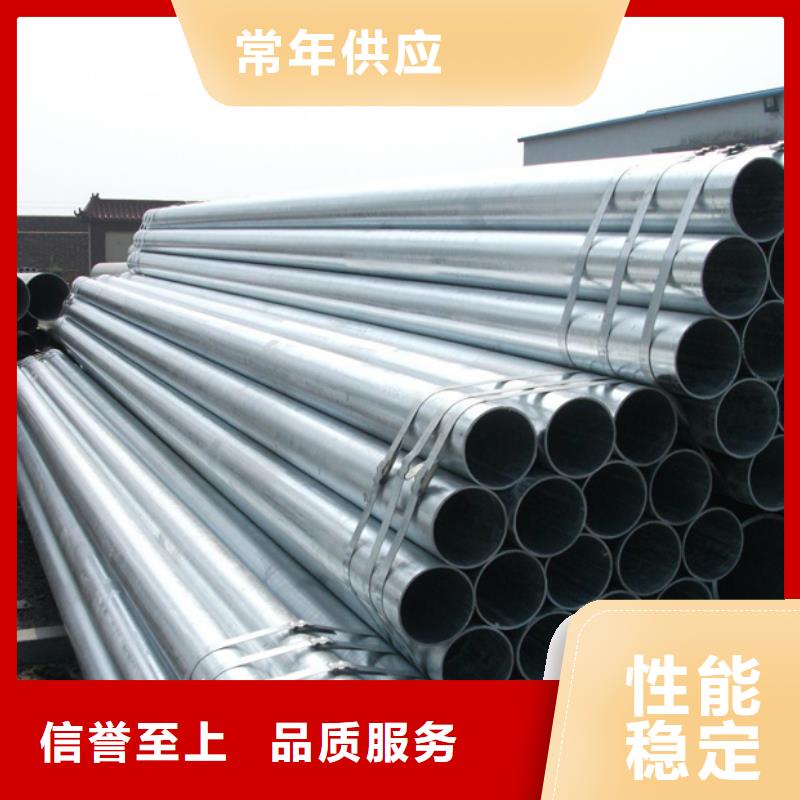
以下是:云南玉溪鍍鋅管09CrCuSb角鋼免費(fèi)獲取報(bào)價(jià)的圖文介紹
獲取報(bào)價(jià)")
獲取報(bào)價(jià)")
云南玉溪鍍鋅管由于熱鍍鋅工藝溫度較高,回火溫度較低的材料在鍍鋅過程中容易被退火,從而降低硬度。此外,在配合件上采用熱鍍鋅的,還應(yīng)考慮鍍層厚度對(duì)配合公差的影響。熱鍍鋅是將除銹后的鋼構(gòu)件浸入600℃左右的高溫鋅液中,使鋼構(gòu)件表面附著一層鋅層。從而達(dá)到防腐的目的。 近年來,輕鋼結(jié)構(gòu)體系中出現(xiàn)了大量壓型鋼板。云南玉溪熱浸鍍鋅也用于防止腐蝕。熱鍍鋅的 道工序是酸洗除銹,然后是清洗。這兩個(gè)過程的不完善會(huì)給防腐留下隱患,所以必須徹底處理。鋼卷定位正確后,可將開卷機(jī)的左右錐頭插入鋼卷中同時(shí)旋轉(zhuǎn),將導(dǎo)頭送至夾送輥,壓緊夾送輥上輥 下降,線圈小車和磁輥可以回到原來的位置。 為使彈簧鋼帶運(yùn)行準(zhǔn)確,開卷機(jī)在運(yùn)行前可整體軸向移動(dòng)150mm。開卷機(jī)啟動(dòng)后,帶鋼通過夾送輥到達(dá)配有除塵裝置的矯直機(jī)。將拉直的彈簧鋼帶用滑動(dòng)式液壓剪裁切到鋼帶的頭部和尾部切割后的鋼帶頭可以立即滑入廢紙箱,切割后的鋼帶尾部可以由外部的輸出裝置收集線在專用的收集箱中。
獲取報(bào)價(jià)")
獲取報(bào)價(jià)")
獲取報(bào)價(jià)")
云南玉溪鍍鋅管回彈補(bǔ)償階段:扇形塊在階段2的位置開始進(jìn)一步減速,直至到達(dá)要求的位置,即工藝設(shè)計(jì)要求的回彈前鋼管的內(nèi)圓周位置。 穩(wěn)壓階段:在扇形塊彈回之前,鋼管內(nèi)圓周保持靜止一段時(shí)間,是設(shè)備和擴(kuò)徑過程所需的穩(wěn)壓階段。 卸荷回退階段:扇形塊在回彈前從鋼管內(nèi)圓周開始快速回縮,直至到達(dá)初始膨脹位置,即膨脹過程所需扇形塊的小收縮直徑。 在實(shí)際應(yīng)用中,在工藝簡化時(shí),可以將步驟2和步驟3合并簡化,對(duì)鋼管擴(kuò)管質(zhì)量沒有影響。 在國內(nèi),能生產(chǎn)X120直縫鍍鋅方管的寶鋼、太鋼在擴(kuò)管時(shí)均采用了上述五段機(jī)械擴(kuò)管技術(shù)。 設(shè)計(jì)制造各種規(guī)格型號(hào)的云南玉溪鍍鋅方管模具,使產(chǎn)品形成系列化,在行業(yè)內(nèi)享有較高的聲譽(yù)。 今天鍍鋅方管廠家教你如何提高鋼管的使用壽命:在鋼基材上涂敷是常用的方法,也是各種方法中效果 的一種。鍍鋅大大增加了鋼材的耐腐蝕性能,也增加了熱鍍鋅方管、熱鍍鋅角鋼等產(chǎn)品的銷量。
獲取報(bào)價(jià)")
云南玉溪Q355B鍍鋅管在切割成單根鋼管后,每批三個(gè)鋼管頭都要經(jīng)過嚴(yán)格的首檢制度,檢查焊縫的力學(xué)性能、化學(xué)成分、熔合情況、鋼管表面質(zhì)量和無損檢測,以確保 制管工藝合格。 正式投產(chǎn)。 對(duì)焊縫上具有連續(xù)聲波探傷標(biāo)記的零件進(jìn)行人工超聲波和X射線復(fù)查。 如果確實(shí)存在缺陷,則在修復(fù)后,將再次進(jìn)行無損檢測,直至確認(rèn)缺陷已。 帶材對(duì)接焊縫和與螺旋焊縫相交的T形接頭處的管材均采用X射線電視或膠片檢查。 每根鋼管都經(jīng)過水壓試驗(yàn),壓力徑向密封。 試驗(yàn)壓力和時(shí)間由鋼管水壓微機(jī)檢測裝置嚴(yán)格控制。 華爾鋼Q355B鍍鋅管手工電弧焊向上焊是我國以往低壓蒸汽管道施工現(xiàn)場的關(guān)鍵焊接方法。 很大,焊接效率有高有低。 手工電弧焊的向下焊接是1980年代從國外引進(jìn)的焊接技術(shù)。其特點(diǎn)是支管間隙小,整個(gè)焊接過程采用大電流、雙層、快速焊接的操作步驟,適用于流水線作業(yè)。由于每層焊接層的厚度都比較薄,可以根據(jù)后焊層對(duì)前焊層的熱處理工藝效果來提高環(huán)焊縫的延展性。手工電弧焊方法靈活簡單,適應(yīng)性強(qiáng)。
獲取報(bào)價(jià)")
獲取報(bào)價(jià)")
云南玉溪熱鍍鋅管焊接內(nèi)開口時(shí), 層至第三層必須小規(guī)格操作,因?yàn)槠浜附邮怯绊懞附幼冃蔚氖滓颉?焊接一到三層后,清潔反面。 應(yīng)用碳弧氣刨去除根部后,需要對(duì)焊縫進(jìn)行機(jī)械設(shè)備打磨拋光,梳理焊縫表面進(jìn)行滲氮處理,露出金屬織構(gòu),防止表面碳化樂觀而產(chǎn)生裂紋 . 外口要焊一次,內(nèi)口會(huì)有一些余料。焊接第二層鍍鋅無縫管時(shí),焊接方向應(yīng)與 層相反,以此類推。 華爾鋼熱鍍鋅鋼管每層焊接接頭應(yīng)間隔15-20mm。焊接鍍鋅無縫管時(shí),兩名焊工的焊接電流、焊接速度和焊接疊數(shù)應(yīng)保持一致。 焊接時(shí),焊接應(yīng)從起弧板開始,在起弧結(jié)束板上結(jié)束。焊接后切斷并打磨和拋光清潔。 焊后熱處理:熱處理工藝應(yīng)在焊縫焊好后12小時(shí)內(nèi)進(jìn)行。 如果不能立即進(jìn)行熱處理工藝,應(yīng)采用保溫、緩冷等方法。 調(diào)質(zhì)處理完畢后,應(yīng)使用兩個(gè)熱電阻測溫,將熱電阻焊在焊縫的兩側(cè)。
獲取報(bào)價(jià)")
獲取報(bào)價(jià)")
獲取報(bào)價(jià)")
蘇滬金屬制品(玉溪市分公司)是一家專注從事 09CuPCrNiA角鋼的企業(yè)。主營: 09CuPCrNiA角鋼。公司以優(yōu)良的技術(shù)實(shí)力、高素質(zhì)的人才隊(duì)伍,完善的服務(wù)能力深受廣大客戶的信賴與贊揚(yáng),公司深受社會(huì)各界的支持與厚愛,已在 09CuPCrNiA角鋼取得良好成績。我們公司會(huì)在您的鼓勵(lì)與支持中不斷發(fā)展壯大,公司有完善周到的售前售后服務(wù)團(tuán)隊(duì),為客戶解決問題以及提供合適的行業(yè)解決方案。公司總經(jīng)理及全體員工期待您的蒞臨指導(dǎo)!
獲取報(bào)價(jià)")
獲取報(bào)價(jià)")
云南玉溪鍍鋅管更容易被劃傷; 頭尾不齊是帶鋼直接卷取,軋后不切頭尾造成的。 這些缺陷終導(dǎo)致焊管外觀質(zhì)量不合格,必須將其切斷或判斷為報(bào)廢,從而降低焊管的成品率和合格率。 塔盤卷從內(nèi)圈到外圈十條帶鋼為塔盤卷取帶卷,一般不允許大于50mm。 輕微松卷可在精軋后使用,而嚴(yán)重松卷則無法分揀,必須裁切使用,增加金屬消耗,降低成品率。 包裝不牢固,不符合包裝要求; 裝卸過程中操作不當(dāng); 原材料管理不善、儲(chǔ)存、來回升降,造成卷筒松動(dòng)。 云南玉溪鍍鋅方管氧化皮滲入帶鋼邊緣之間的焊縫區(qū)會(huì)導(dǎo)致焊接缺陷,而帶鋼表面的氧化鐵片滲入成型會(huì)加速成型輥的磨損。 氧化皮嚴(yán)重的熱軋帶鋼應(yīng)去氧化皮。 熱鍍鋅是將除銹后的鋼構(gòu)件浸入600℃左右的高溫鋅液中,使鋼構(gòu)件表面附著鋅層。 從而達(dá)到防腐的目的。 近年來,輕鋼結(jié)構(gòu)體系中出現(xiàn)了大量壓型鋼板。 熱浸鍍鋅也用于防止腐蝕。 熱鍍鋅的 道工序是酸洗除銹,然后是清洗。 這兩個(gè)過程的不完善會(huì)給防腐留下隱患,所以必須徹底處理。
獲取報(bào)價(jià)")
獲取報(bào)價(jià)")
獲取報(bào)價(jià)")
點(diǎn)擊查看蘇滬金屬制品(玉溪市分公司)的【產(chǎn)品相冊(cè)庫】以及我們的【產(chǎn)品視頻庫】
