

聯(lián)系我們

- 尼龍棒 企業(yè)-價(jià)格優(yōu)惠
- 到德陽(yáng)返程車整車司2025(全境+派送)
- 花鍵鋼管購(gòu)買
- 輕鋼別墅產(chǎn)品介紹
- 水下堵漏-本地水下施工
- 水下管道堵漏價(jià)格合理的廠家
- 生產(chǎn)201不銹鋼復(fù)合管
- 承重40噸球墨鑄鐵井蓋鑄造金品
- 噴霧聚合硫酸鐵優(yōu)惠中
- 華寧傳菜電梯廠家誠(chéng)信廠家正規(guī)廠家
- 天輪防爆礦用提升絞車多年行業(yè)積累
- 鍍鋅管09CrCuSb角鋼免費(fèi)獲取報(bào)價(jià)
- 公路邊護(hù)欄報(bào)價(jià)表
- 鑄鐵閘門手動(dòng)啟閉機(jī)可零售可批發(fā)
- 【拍門】_鋼制拍門根據(jù)要求定制
氣缸絎磨管制造廠商
更新時(shí)間:2025-01-24 14:50:21 瀏覽次數(shù):6 公司名稱: 九冶管業(yè)有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 5900/噸 |
| 發(fā)貨期限 | 2天 |
| 供貨總量 | 不限 |
| 運(yùn)費(fèi)說明 | 電議 |
| 最小起訂 | 0.1噸 |
| 質(zhì)量等級(jí) | 正品 |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | 20# |
| 產(chǎn)品品牌 | 九冶 |
| 發(fā)貨城市 | 聊城 |
| 產(chǎn)品產(chǎn)地 | 聊城 |
| 加工定制 | 是 |
| 可售賣地 | 全國(guó) |
| 產(chǎn)品顏色 | 金屬色 |
| 外形尺寸 | 圓形 |
| 適用領(lǐng)域 | 油缸機(jī)械加工 |
| 是否進(jìn)口 | 否 |

玉溪?dú)飧捉W磨管制造廠商 <玉溪>九冶管業(yè)有限公司
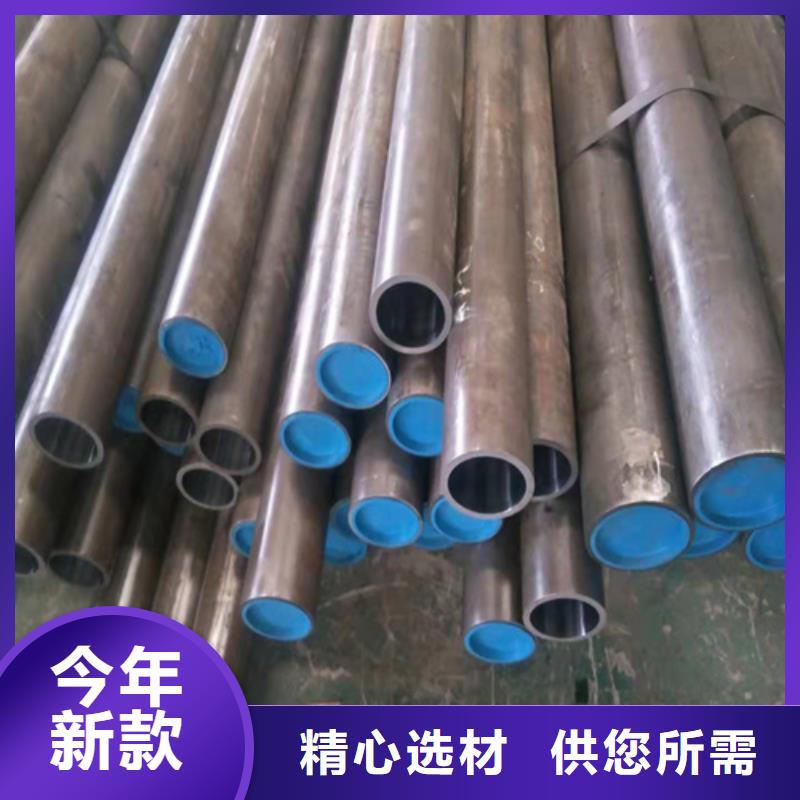
冷拔方式:生產(chǎn)高精度冷拔管──液壓缸體與傳統(tǒng)的切削工藝比較,絎磨管具有以下特點(diǎn):(1)生產(chǎn)效率高:用傳統(tǒng)的方法生產(chǎn)一根內(nèi)徑420毫米,12米長(zhǎng)的缸筒需154小時(shí),用冷拔方法生產(chǎn)只需4分鐘。(2)率高:由于鏜孔的滾壓頭兼起導(dǎo)向作用,在切削過程中,毛坯管由于自重產(chǎn)生撓度,致使?jié)L壓頭和鏜刀走偏,造成廢品。率只能達(dá)到60%左右,而用冷拔方法生產(chǎn),率可達(dá)95%以上。(3)金屬利用率高:用傳統(tǒng)的鏜孔方法制造缸體,金屬利用率只有50-70%。用拉拔方法生產(chǎn)時(shí),金屬不但不被切削成鐵末,反而可以得到30%的延伸,金屬利用率可達(dá)95%。(4)能改善成品管金屬的機(jī)械性能:用拉拔方法生產(chǎn),使毛坯得到30%以上的塑性變形,由于加工硬化而使成品管金屬的強(qiáng)度限大為提高。一般在成品管內(nèi)層強(qiáng)度限提高達(dá)60%。高精度冷拔管是用無縫熱軋鋼管、直縫焊管為坯料,經(jīng)過化學(xué)處理后在專用冷拔機(jī)上,通過特種變形原理設(shè)計(jì)的模具進(jìn)行拉拔,生產(chǎn)出高精度管。其尺寸精度達(dá)H10~H8,直線度達(dá)0.35~0.5mm/m,表面粗糙度達(dá)Ra1.6-0.4。
飧捉W磨管制造廠商")
飧捉W磨管制造廠商")
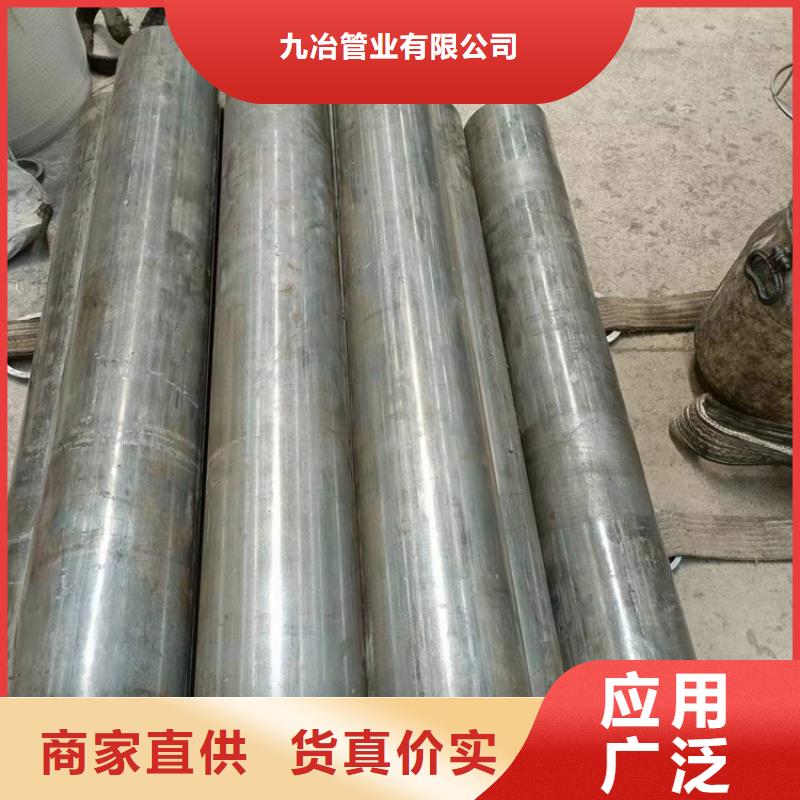
油缸缸筒采用加工生產(chǎn)工藝油缸缸筒采用加工生產(chǎn)工藝油缸缸筒采用滾壓加工,由于表面層留有表面殘余壓應(yīng)力,有助于表面微小裂紋的封閉,阻礙侵蝕作用的擴(kuò)展。從而提高表面抗腐蝕能力,并能延緩疲勞裂紋的產(chǎn)生或擴(kuò)大,因而提高油缸缸筒疲勞強(qiáng)度。通過滾壓成型,滾壓表面形成一層冷作硬化層,減少了磨削副接觸表面的彈性和塑性變形,從而提高了油缸缸筒內(nèi)壁的耐磨性,同時(shí)避免了因磨削引起的燒傷。滾壓后,表面粗糙度值的減小,可提高配合性質(zhì)。 絎磨管 滾壓加工是一種無切屑加工,在常溫下利用金屬的塑性變形,使工件表面的微觀不平度輾平從而達(dá)到改變表層結(jié)構(gòu)、機(jī)械特性、形狀和尺寸的目的。因此這種方法可同時(shí)達(dá)到光整加工及強(qiáng)化兩種目的,是磨削無法做到的。
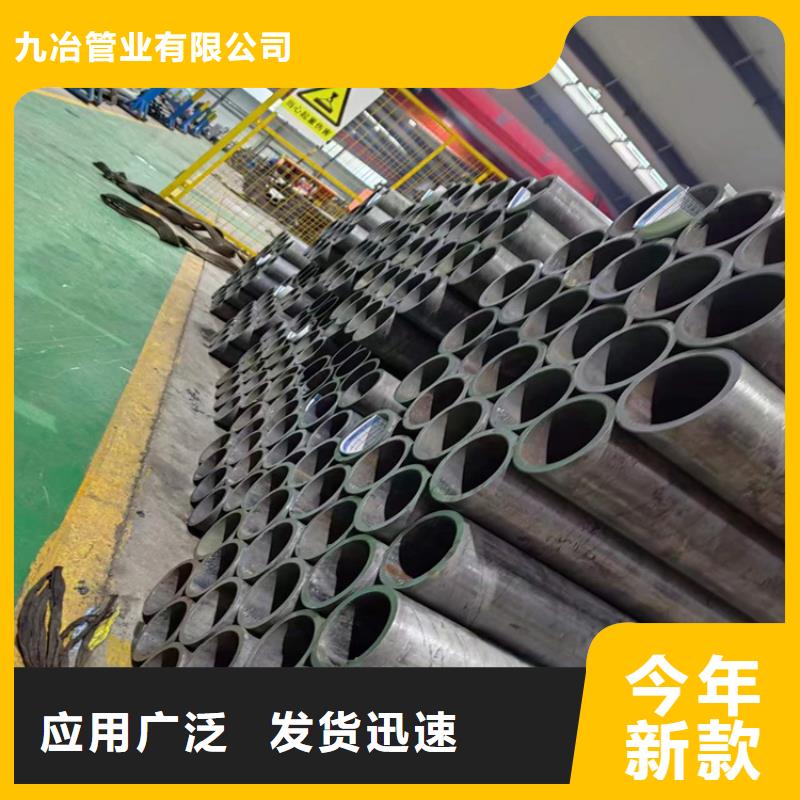
<玉溪>九冶管業(yè)有限公司 玉溪?dú)飧捉W磨管制造廠商 <玉溪>九冶管業(yè)有限公司應(yīng)判明優(yōu)質(zhì)精密絎磨管的工作條件和外圍環(huán)境是否正常;同時(shí)還需要弄清楚故障的性質(zhì),是設(shè)備機(jī)械部分或電器控制部分故障,還是優(yōu)質(zhì)精密絎磨管本身的故障?另外,還需檢查清楚優(yōu)質(zhì)精密絎磨管各種條件是否符合正常運(yùn)行的要求。厚壁絎磨管精度高,內(nèi)孔精度H7-H10內(nèi)孔粗糙度小于0.63nm,標(biāo)準(zhǔn)直線度小于0.3mm/m.。大口徑絎磨管,絎磨管廠的檢測(cè)和維護(hù)大口徑絎磨管內(nèi)表面與活塞密封是引起液壓油缸內(nèi)瀉的主要因素,如果油缸管內(nèi)產(chǎn)生縱向拉痕,即使更新的活塞密封,也不能有效的排除故障,大口徑絎磨管內(nèi)表面主要檢查尺寸公差、行位公差是否滿足技術(shù)要求,有無縱向拉痕,并測(cè)量拉痕深度,采取相應(yīng)解決辦法。
飧捉W磨管制造廠商")