

聯系我們

冷拔絎磨管大量現貨
更新時間:2025-02-10 05:40:49 瀏覽次數:4 公司名稱: 九冶管業有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 6500/噸 |
| 發貨期限 | 2天 |
| 供貨總量 | 不限 |
| 運費說明 | 電議 |
| 最小起訂 | 0.1噸 |
| 質量等級 | 正品 |
| 是否廠家 | 是 |
| 產品材質 | 20#無縫鋼管 |
| 產品品牌 | 九冶 |
| 發貨城市 | 聊城 |
| 產品產地 | 聊城 |
| 加工定制 | 是 |
| 可售賣地 | 全國 |
| 產品顏色 | 金屬色 |
| 外形尺寸 | 圓形 |
| 適用領域 | 油缸機械加工 |
| 是否進口 | 否 |
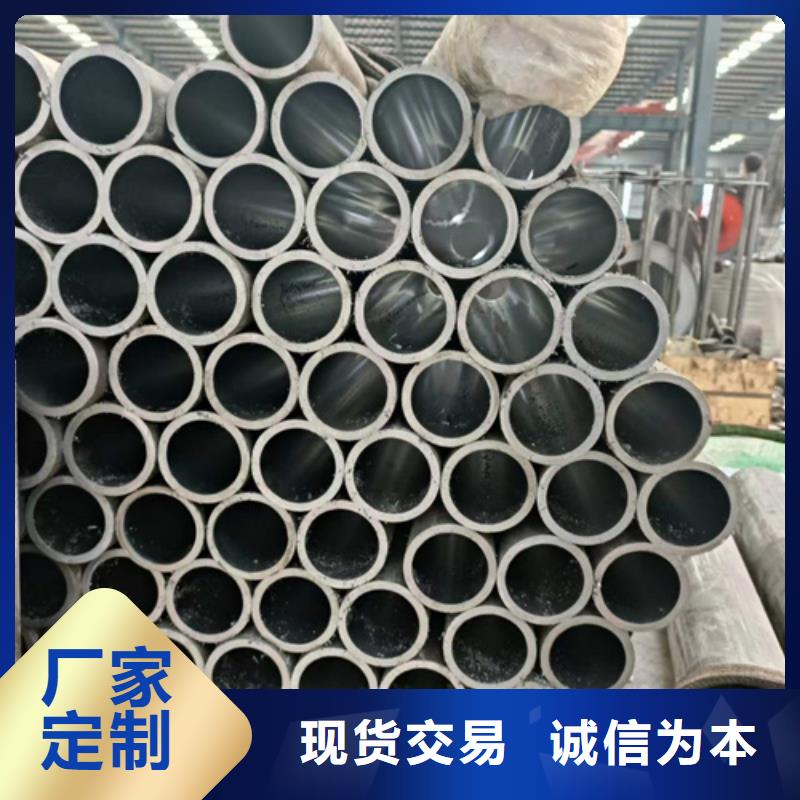


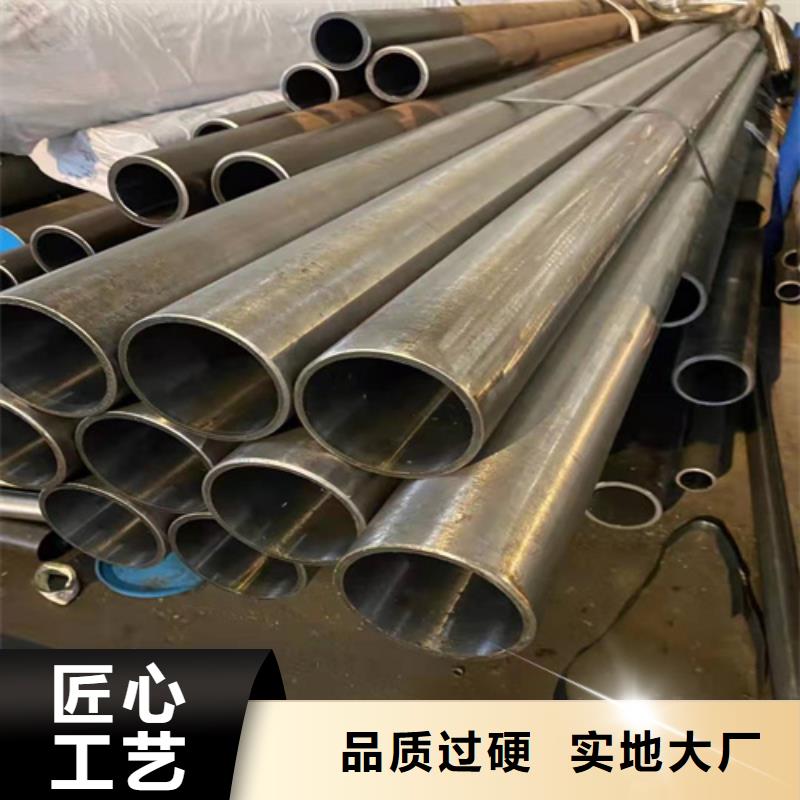
云南玉溪冷拔絎磨管大量現貨 <玉溪>九冶管業有限公司
除掉珩磨管麻點的解決方法除掉珩磨管麻點的解決方法。1、換輥時,先檢查軋輥,不使用嚴重銹蝕的軋輥,及時替換磨損的軋輥或孔型。2、改進軋輥材質,保持軋槽冷卻良好,采用工藝潤滑劑以提強化軋槽抗磨性能。3、控制坯料加熱操作,使爐內保持正壓并減少氧化性氣體。對某些易氧化且氧化鐵皮不易脫落的合金鋼,應在鋼坯表面加蓋鐵皮,保護加熱。4、在粗軋機前用高壓水、壓縮空氣或鐵刷子除掉表面的氧化鐵皮。怎樣修復珩磨管的表面缺陷1、加大冷拔變形量增加冷拔變形道次,加大總變形量,可以達到降低麻點深度,減小珩磨磨削余量的目的。2、優選熱軋管坯料冷拔管麻點缺陷均是由熱軋管所引起的,所以,通過選擇銹蝕程度小、壁厚均勻的熱軋管,可以減少麻點缺陷,提高缸筒的成材率。3、熱軋管內孔缺陷清理珩磨管的基本構成液壓油缸缸筒是珩磨管的主體,其內孔一般采用鏜削、鉸孔、滾壓或珩磨管等精密加工工藝制造,使活塞及其密封件、支承件能順利滑動,減少磨損;液壓油缸缸筒要承受很大的液壓力,因此,應有足夠的強度和剛度。端蓋在缸筒的兩端,與缸筒形成密閉油腔,因此,端蓋及其連接件都應有足夠的強度。設計時既要考慮強度,又要選擇工藝性較好的結構形式。導向套對活塞或柱塞起導向和支承作用,有些液壓缸不設導向套,直接用端蓋孔導向,這種結構簡單,但磨損后需要更換端蓋。


卸前后要設法提供條件防止液壓缸的零件被周圍的灰塵和雜質污染。例如,拆卸時應盡量在干凈的環境下進行,拆卸后所有零件要用塑料布蓋好,不要用棉布或其他工作用布覆蓋。珩磨管在進行拆卸的時候應該防止損傷活塞桿螺紋、油口螺紋和活塞桿表面、缸套內壁等。為了防止活塞桿等細長件彎曲或變形,放置時應用墊木支承均衡。油缸拆卸后要認真檢查,以確定哪些零件可以繼續使用,哪些零件可以修理后再用,哪些零件需要替換。對珩磨管制成的油缸缸筒進行滾壓,是為了減少珩磨管表面微小裂紋,對裂縫進行封閉,同時還可以提高珩磨管抗疲勞強度。要注意的是,滾壓前較好先用浮動鏜刀精加工,以此保持滾壓前孔壁的光潔度、滾壓余量和確保孔的幾何尺寸精度。
<玉溪>九冶管業有限公司 <玉溪>九冶管業有限公司珩磨油缸管將集中在兩個核心,主導產品結構的高端用戶結構的升級換代,不斷推進體制創新珩磨油缸管該生產線為基本單元市場珩磨油缸管和的端珩磨油缸管十三五珩磨油缸管高附加值,高科技鋼材品種從41%提高到70%,和高的戰略產品從13%提高到54%。因此,生產的珩磨油缸管不能大量裁員,但隨著珩磨油缸管市場的發展,也是 的供應方面一展身手規模的市場趨勢,結構性改革是一個大方向,和珩磨油缸管廠家在供方改革的基礎上向大型化發展的結構,所以不要盲目跟從民族風的改革,一切從珩磨油缸管的現實本身是可取。珩磨管