Q345D大口徑方管成型方法
更新時間: 2025-01-29 10:01:24 瀏覽次數(shù):6
以下是:Q345D大口徑方管成型方法的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價格 | 電議/噸 |
|---|
| 發(fā)貨期限 | 2天 |
|---|
| 供貨總量 | 不限 |
|---|
| 運費說明 | 電議 |
|---|
| 最小起訂 | 1 |
|---|
| 質(zhì)量等級 | 高等 |
|---|
| 是否廠家 | 產(chǎn) |
|---|
| 產(chǎn)品材質(zhì) | Q355B |
|---|
| 產(chǎn)品品牌 | 杰達通 |
|---|
| 產(chǎn)品規(guī)格 | 規(guī)格全 |
|---|
| 發(fā)貨城市 | 聊城 |
|---|
| 產(chǎn)品產(chǎn)地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 產(chǎn)品型號 | 型號全 |
|---|
| 可售賣地 | 全國 |
|---|
| 產(chǎn)品重量 | 過磅 |
|---|
| 產(chǎn)品顏色 | 金屬色 |
|---|
| 外形尺寸 | 方形 |
|---|
| 適用領(lǐng)域 | 機械加工、船舶用、農(nóng)機骨架、鋼結(jié)構(gòu) |
|---|
| 是否進口 | 否 |
|---|
| 長度 | 1-12米 |
|---|
| 厚度 | 1-25mm |
|---|
| 配送服務(wù) | 送貨上門 |
|---|
以下是:Q345D大口徑方管成型方法的圖文視頻
導讀 Q345D大口徑方管成型方法,杰達通鋼管有限公司專業(yè)從事Q345D大口徑方管成型方法,聯(lián)系人:張經(jīng)理,電話:0635-8889121、13001750087,QQ:2572770787,發(fā)貨地:聊城開發(fā)區(qū)匯通國際金屬物流園發(fā)貨到青海省 玉樹市 ,以下是Q345D大口徑方管成型方法的詳細頁面。 青海省,玉樹藏族自治州 2018年12月29日,被民委命名第六批全國民族團結(jié)進步創(chuàng)建示范區(qū)(單位)。
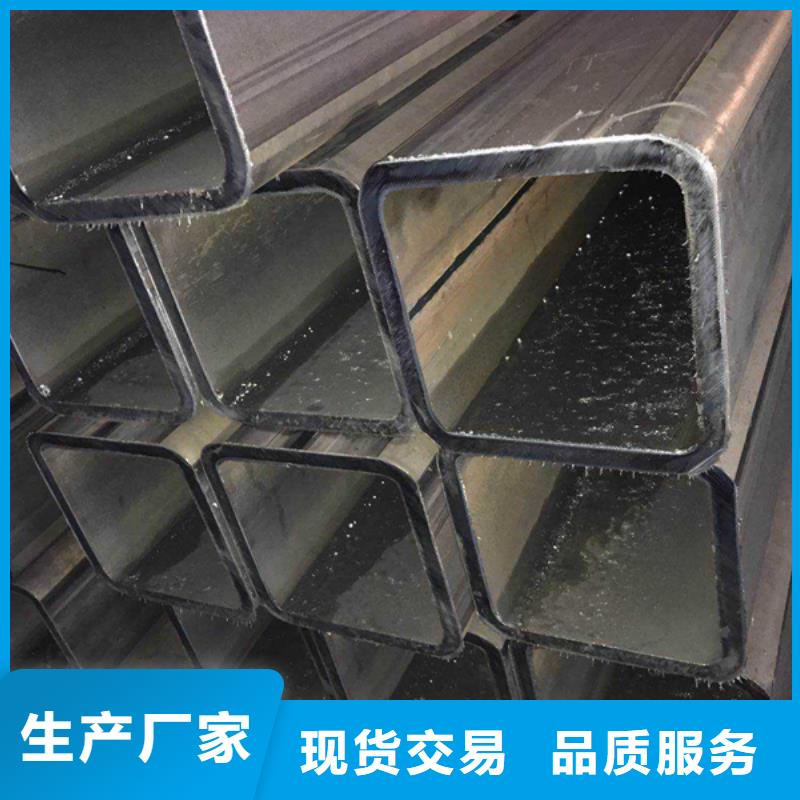
玉樹Q345D大口徑方管成型方法
玉樹Q345D大口徑方管成型方法
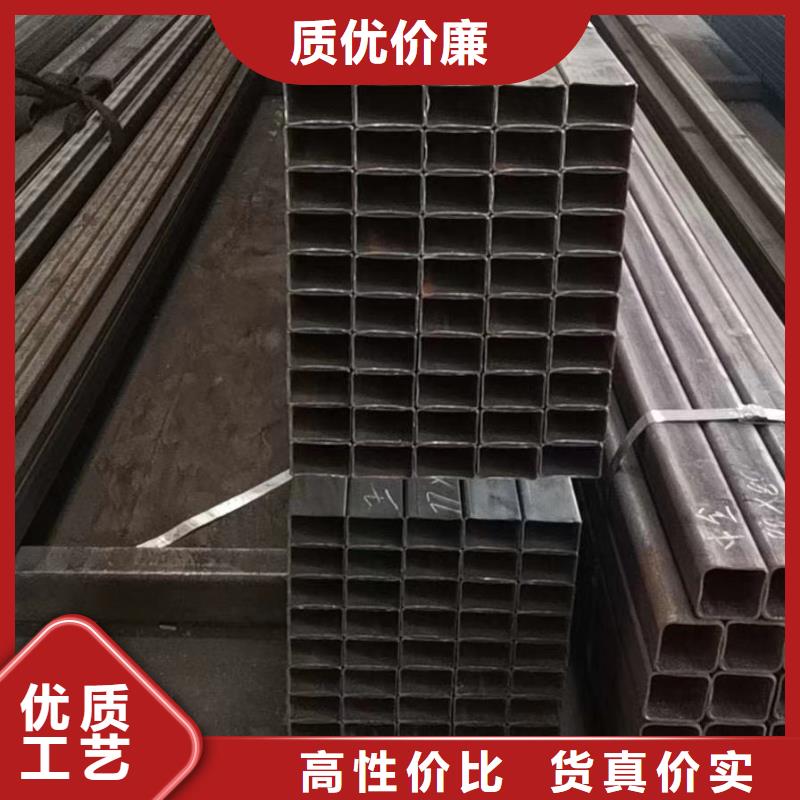
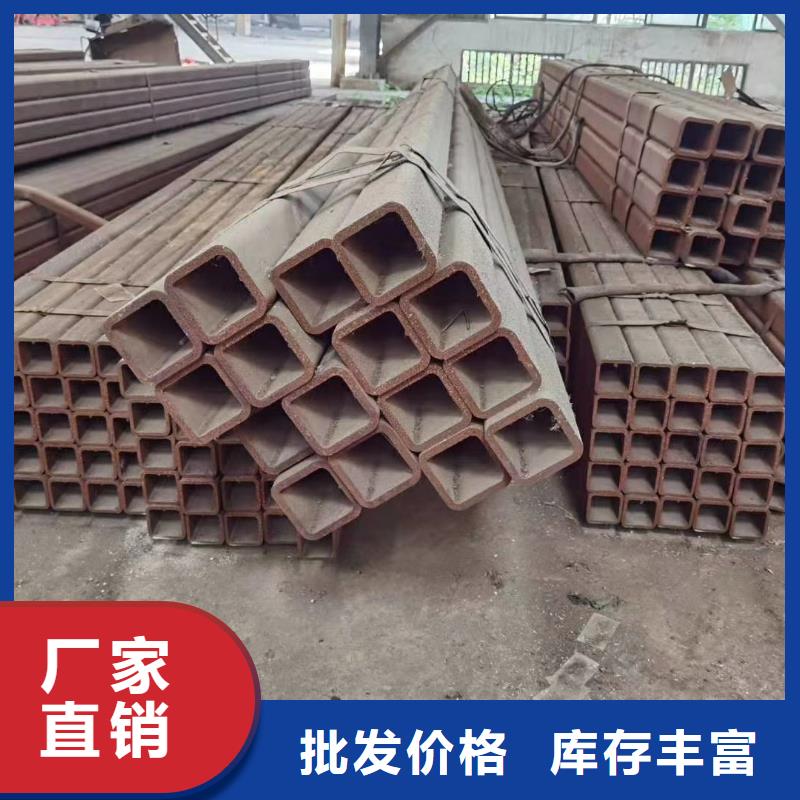
<玉樹>杰達通鋼管 經(jīng)銷批發(fā)玉樹厚壁鋼管,在消費者當中享有較高的地位,公司與多家零售商和代理商建立了長期穩(wěn)定的合作關(guān)系。本公司經(jīng)銷的[關(guān)品種齊全、價格合理。<玉樹>杰達通鋼管實力雄厚,重信用、守合同、確保產(chǎn)品質(zhì)量,以多品種經(jīng)營特色和薄利多銷的原則,贏得了廣大客戶的信任。


玉樹Q345D大口徑方管成型方法
玉樹焊接方管在焊接變形的理論上,我們可以知道,焊接方管大尺寸的焊縫,就導致變形越大,焊接方管焊接相同的尺寸,焊接熱輸入就較大,也會導致變形較大,大長焊縫焊接,焊接變形就會較小,焊接方管焊縫布置的不對稱或者是非對稱性的焊接,都會使焊縫偏差更為嚴重,使其嚴重的變形。還有另一方面是從焊接方管焊接變形理論可知,影響焊接方管焊接變形大小的主要因素是:焊接方管焊縫尺寸越大,熔敷金屬越多,變形越大;焊接方管焊縫尺寸相等時,焊縫熱輸入越大,造成的變形也越大;焊接方管焊接大長焊縫時,分段比直通焊變形要小;焊接方管焊縫布置不對稱或雖布置對稱但不對稱焊接,焊縫部位偏離越嚴重,變形越大;構(gòu)件剛性越小,變形越大。焊接方管焊接規(guī)范是通過工藝試驗和工藝分析,在確定焊接方管對接焊縫采用雙二氧化碳氣體保護電弧焊,焊接 層的焊接電流是200-250A,第二層的電弧電壓是24-26V,其工藝要求是 層焊縫必須能夠保證良好的焊接,使其形成,焊接的電流,電弧電壓,送絲速度和焊接速度需要更具設(shè)備進行調(diào)節(jié)。


總結(jié) 在青海省玉樹市采購Q345D大口徑方管成型方法請認準杰達通鋼管有限公司,品質(zhì)保證讓您買得放心,用得安心,廠家直銷,減少中間環(huán)節(jié),讓您購買到更加實惠、更加可靠的產(chǎn)品。(聯(lián)系人:張經(jīng)理-13001750087,QQ:2572770787,地址:開發(fā)區(qū)匯通國際金屬物流園)。