




按金屬帶鋸床、角度鋸床、數控鋸床、龍門鋸床商品運用仿單的劃定,選用液壓油。選用封閉式油箱,在其進口處設備空氣濾清器。運用進程中,應避免水分、乳化液、塵土、纖維雜物及其他機械雜物的侵入。液壓油箱的油量在鋸床系統管路和元件布滿油后,應保持在劃定的油位規劃內。帶鋸條液壓系統在投入運用前,必需進行嚴厲的清潔。加油時必需嚴厲過濾。
帶鋸床液壓油的含水率。假設液壓油呈乳白色,氣味沒變,說明混入水分過多。取少數液壓油滴在火熱的鐵板上,若宣布“叭叭”聲,說明富含水分。此刻,應替換新油。液壓油的氧化程度。假設液壓油色彩呈黑褐色并有惡臭味,說明現已氧化。褐色越深,惡臭味越濃,說明氧化的程度越兇猛。此刻,應替換新油。

高性能蝸輪減速機性能,動力強勁、可靠性高,精密平衡校正,減低噪音、減少震動
獨特的液壓系統設計,下降速度平穩,此精密系統可防止鋸條非正常破壞,達到理想鋸切效果。
可選配壓緊裝置,實現成束鋸切可選配鋸帶液壓張緊,切削速度變頻控制.
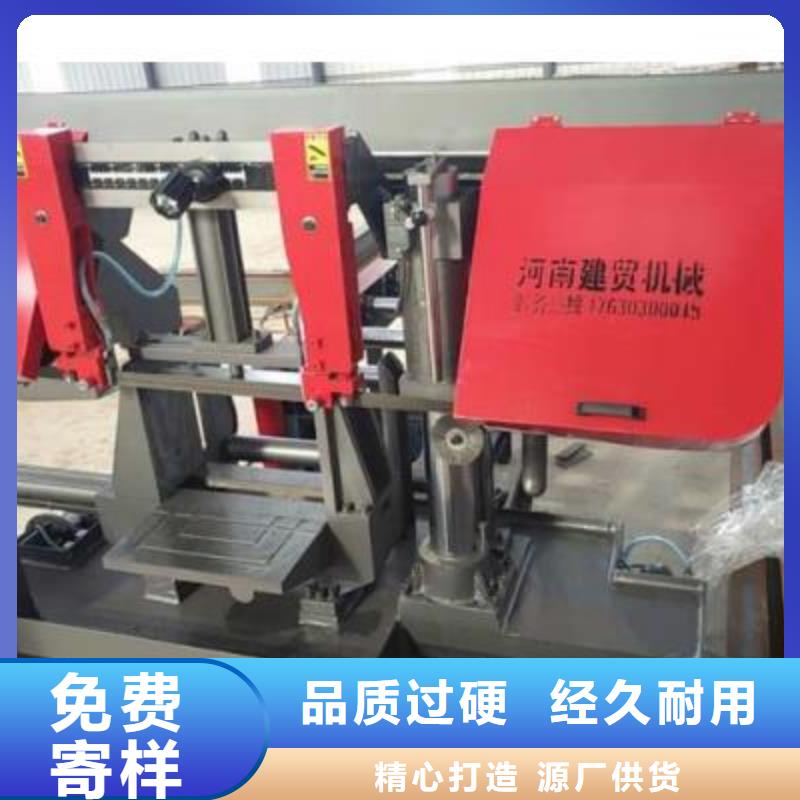
● 本機床是一款鋸片“由下往上”鋸切的金屬圓鋸機,臺面可自動旋轉0-180度,方便工件的90度直切與任何角度的斜切。
● 液壓鋸頭進給,進給速度可根據指示隨意調整。核心部分歐洲原裝進口。
(1) 本機床采用臺灣技術制造,可鋸切各種黑色金屬和有色金屬。
(2)雙立柱結構 保證導向精度鋸削穩定可靠.
(3)液壓夾緊方便夾持物料,適合模具材料切割。
(4)鋸床傳動機構精密平衡校正,減少振動確保鋸帶不易斷齒、拉齒。
(5)電器全部采用正泰電器。
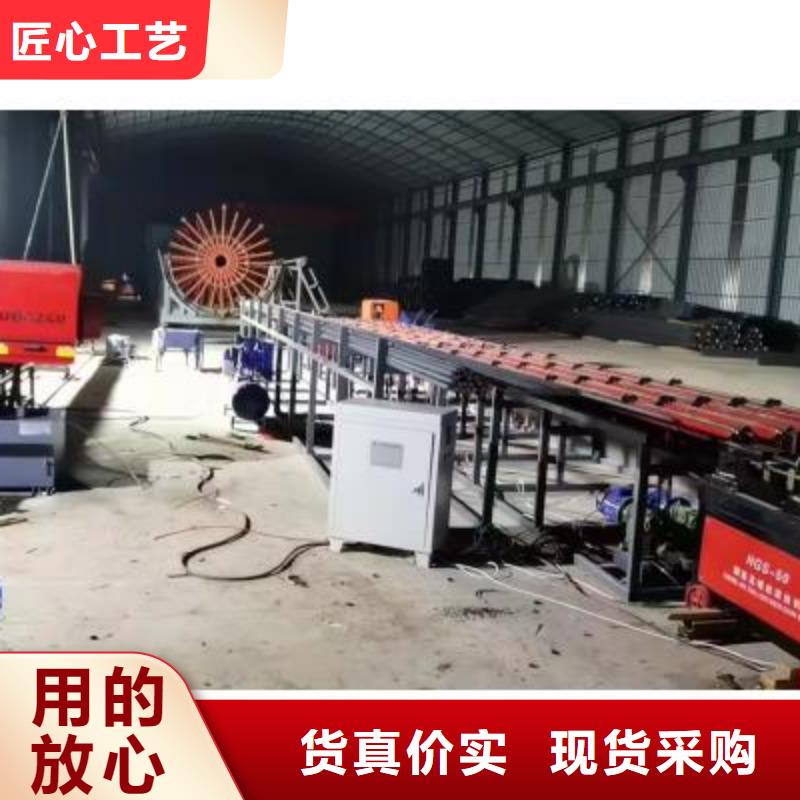
整捆鋸切鋼筋鋸床/立式鋸床/帶鋸床新樂切削速度快
整捆鋸切鋼筋鋸床/立式鋸床/帶鋸床新樂切削速度快開車前必須按機床部位(鋼絲刷軸、蝸輪箱、軸承座、蝸桿軸承、升降油缸上下軸、活動虎鉗面絲桿)要求加油。蝸輪箱內的蝸輪、蝸桿采用30號機油油浴,由蝸輪箱上部的油塞孔注入,箱仙面備有油標,當鋸梁位于位置時,油面應位于油標的上、下限之間。一個月后應換油,以后每隔3-6個月換油1次,蝸輪箱下部設有放油塞。整捆鋸切鋼筋鋸床/立式鋸床/帶鋸床新樂切削速度快
的模擬輸入輸出模塊,使鋸削的監控具有廣泛的意義,如:鋸床只要鋸條變形的反饋,即可對鋸削速度進行自適應。伺服閥,即可對鋸削的速度和位置控制進行。的功能使材料和工件的更方便。的中文界面和實時的圖形狀態顯示,使操作更友好更直觀。
公司以“求生存、以創新求發展”的經營理念,“講誠、重”的宗旨,竭誠為廣大客戶提供高的產品及滿意的服務!

需求從頭校準筆直度,能夠運用百分表,調整下鋸床的鋸條就能夠了,如需求替換合金塊,則及時替換新的合金塊;、工件夾緊固定不牢,這也會增加鋸床上的帶鋸條作業中跳動,從頭固定作業,夾緊牢固。 還有即是確保鋸床的安穩,如需求固定,則加地腳螺栓固定,究竟設備本身的作業安穩也同樣首要。
在帶鋸床各導向定位在正切的情況卜,應不會形成過早切斜現象。 從金屬帶鋸床舊鋸條的背部磨損卷邊現象推測,可能存在切削效率過高,從而導致齒尖過快磨損出現切斜。 要求較大的容屑空間鋸割硬材料或薄板薄管時應選用細齒鋸條
切削三要素可能存在匹配不合理(線速度、進給壓力、進給速度),所以切削加工時易產生齒部刃口過早磨損后而發生切斜失效。 不排除導向塊表而存在不平整以及夾緊間隙調整不當,從而導致帶鋸條齒尖切削方向相對工作臺為不垂直狀(以工作臺為基面用角尺檢測鋸條張緊后不成垂直狀,簡稱上空或下空),從而形成齒尖、帶體表而切削時受力磨損不勻,引發機用鋸條出現過早切斜失效。只要以為可能是導致毛病的零部件
以前圓鋼兩頭制作的螺紋是用搓絲機,把確定長度的圓鋼在搓絲機上的兩塊搓絲板上滾動擠壓成型螺紋,主要適合短小型圓鋼螺紋制作。搓絲機的缺點是制作出來的螺紋抗拉強度小,并且圓鋼需要滾動,對于較長圓鋼螺紋制作非常不方便。還有就是搓絲機體積大而重,不適合流動作業。還有就是用通用車床車螺紋,那就更不方便了,要經常磨刀不算,需要多次成型,還要有技術好的車床師傅來保證螺距螺角的標準,而且圓鋼也需要轉動,車床體積更大更重。圓鋼套絲機非常適合當前施工要求的一種新的機械。一種專門為圓鋼螺紋制作的機械。1.刀具運用市場上通用的標準圓板牙,采購方便且便宜。而且可以運用市場上的左牙圓板牙制作左旋螺紋。2.制作出來的螺紋標準。

