

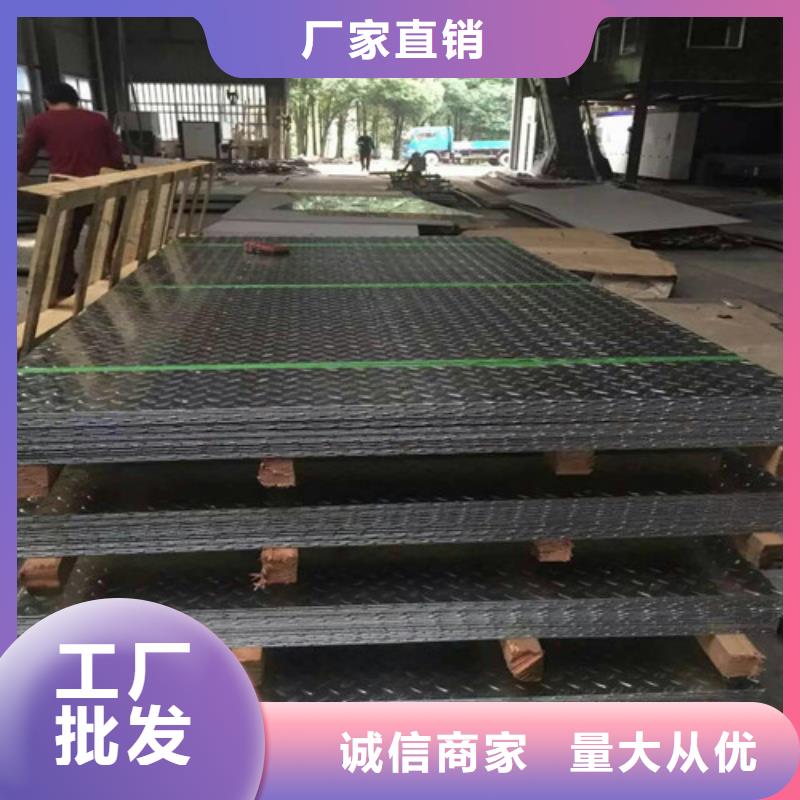

產品視頻展示,助您洞悉不銹鋼-不銹鋼板符合標準產品的每一處細節。讓購買決策變得輕松簡單,為您帶來更好的購物體驗。
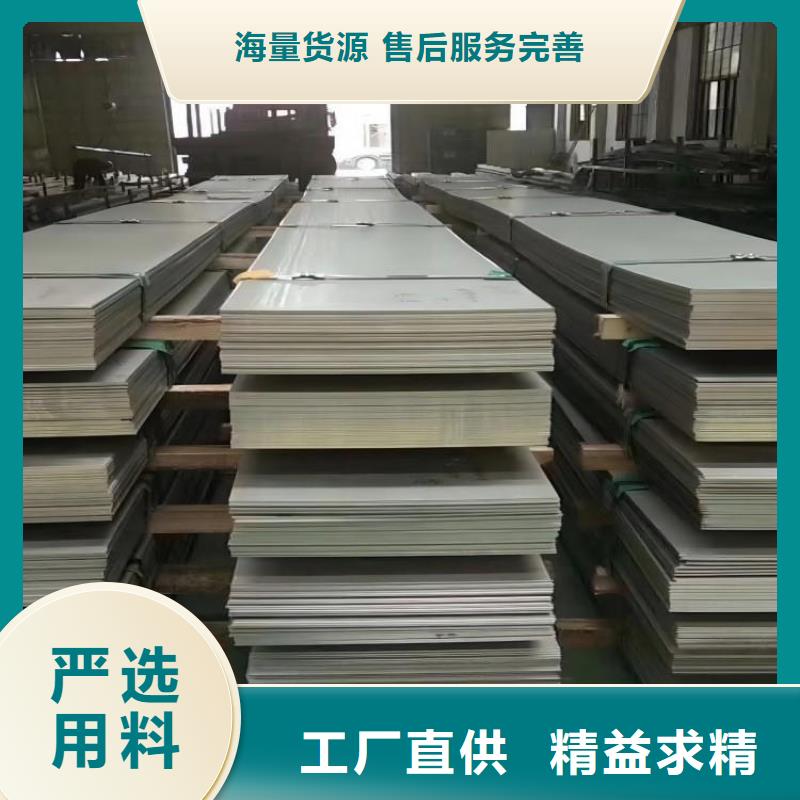
以下是:不銹鋼-不銹鋼板符合標準的圖文介紹

在激烈的 云南不銹鋼瓦楞板市場競爭中我們期待與您攜手乘風破浪,互惠互利實現雙贏共同發展。 云南不銹鋼瓦楞板產品曾在云南質檢局的抽檢中多次受到好評,多種產品獲得各種獎項。本著“客戶至上,品質如一”的服務宗旨,昌盛源金屬有限公司成立伊始就成立了售后服務體系,為我公司的客戶提供完善的服務。


云南2Cr13鋼冷塑性變形性能、深拉和深沖性以及切削加工性均尚好,它的熱加工溫度以850-1200℃為宜,隨后需砂冷或及時進行退火處理。它的熱處理工藝見表2-20。此云南鋼焊后硬化傾向大,易出現裂紋。若用Cr202,Cr207等焊條焊接時,焊前需經250-350℃預熱,焊后需在700-730℃回火,若用奧107,奧207等焊條焊接,則可不進行焊后熱處理。 3Cr13鋼由于碳含量高,故冷變形性能較1Cr13,2Cr13鋼為差,但其熱加工并無困難,熱變形適宜溫度為850-1200℃,隨后需緩冷并及時退火。3Cr13鋼的軟化退火與淬火工藝與云南1Cr13,2Cr13相同,但回火溫度較低,一般為200-300℃。由于3Cr13鋼可焊性差,一般情況下它不用于焊接。 4Cr13鋼的熱加工溫度與1Cr13,2Cr13,3Cr13相同。但其冷加工性能較3Cr13更差。熱處理時退火溫度為750-800℃,隨后爐冷;淬火溫度為1050-1100℃,然后油冷;回火工藝與3Cr13不銹鋼相同。此鋼的可焊性很差,一般不用于焊接。



云南00Cr17Ti在800-860℃退火態(急冷)下,一般要求鋼的бb≥44/MPa,δ5≥35% 。鋼的沖擊韌性一般雖不要求檢驗。但當采用標準或5mm厚V型缺口試樣進行沖擊試驗時,其沖擊值一般低于1×105J/m2。而當采用1-2mm薄板疊加成非標準試樣(V型缺口)進行同樣沖擊試驗時,則可獲得滿意的沖擊韌性。 耐腐蝕性能 00Cr17Ti的耐蝕性基本上與前述云南0Cr17Ti相同或稍優。例如,在非常稀的鹽酸中,云南00Cr17Ti的耐蝕臨界濃度為0.1%,而0Cr17Ti為0.05% 。由于00Cr17Ti的耐蝕性不會低于0Cr17Ti,故在考慮00Cr17Ti的耐蝕性時可參閱0Cr17Ti的耐蝕性數據。試驗指出,在很稀的(2%)沸騰甲酸中,00Cr17Ti的耐蝕性甚至優于1Cr18Ni9Ti[前者腐蝕速度為0.030g/(m2•h),而后者為0.533g/(m2•h)]。試驗還表明,由于00Cr17Ti鋼中碳、氮量較0Cr17Ti,1Cr17Ti為低,因而,其耐孔蝕和耐銹蝕的能力也較0Cr17Ti,1Cr17Ti有所提高。 冷、熱加工和熱處理工藝及焊接性能 此00Cr17Ti鋼的冷、熱加工性能和要求與0Cr17Ti鋼相同。熱處理工藝基本上也是退火后急冷(加熱溫度800-850℃)。由于碳、氮較低,故00Cr17Ti可焊接較好。00Cr17Ti的3mm板材采用與母材同成分的焊絲和18-8奧氏體不銹鋼焊絲進行鎢極氬弧焊,結果表明。焊縫彎曲180°均無裂紋;杯突試驗當深度達10mm后才會出現裂紋;焊縫沖擊值,采用與母材同成分焊絲焊接時僅10×5×105J/m2 ,而用18-8奧氏體鋼焊絲時,則可達10×105J/m2以上。此時焊縫呈α+γ雙相結構;只要00Cr17Ti鋼中含有足夠的Ti,焊后不會有晶間腐蝕傾向,同時,焊后晶界上也不會在鹽霧試驗中出現銹蝕。



云南00Cr12Ni10AlTi鋼的焊接性能良好,不論是在退火狀態還是在時效條件下均易于焊接。可使用惰性氣體保護焊和手工電弧焊等焊接方法。焊接材料宜采用與母材相同的化學成分。不必焊前預熱和焊后退火。焊后進行480℃時效處理,可獲得與母材相近的強度和韌性。 此鋼易于熱加工,熱加工的溫度范圍為1038-1230℃。為了得到細化的晶粒和 機械性能,終加工溫度應限制在816-927℃范圍內, 在終加工溫度范圍內應盡可能加大變形量,至少應為20% 。加工后空冷到室溫即可。云南 00Cr12Ni10AlTi鋼在大氣中的耐蝕性相當于0Cr19Ni9和Cr17型鐵素體鋼, 在鹽霧試驗中,鋼的耐蝕性稍低于1Cr17而優于1Cr13。在沸騰20%H3PO4,60%醋酸,25%和65%HNO3中,其耐蝕稍好于1Cr13,但不如云南0Cr19Ni9和1Cr17不銹鋼。