


別再等待了,僅僅一分鐘,就能通過我們的注漿管生產廠家型號齊全產品視頻探索到無數令人心動的細節和亮點。
以下是:注漿管生產廠家型號齊全的圖文介紹



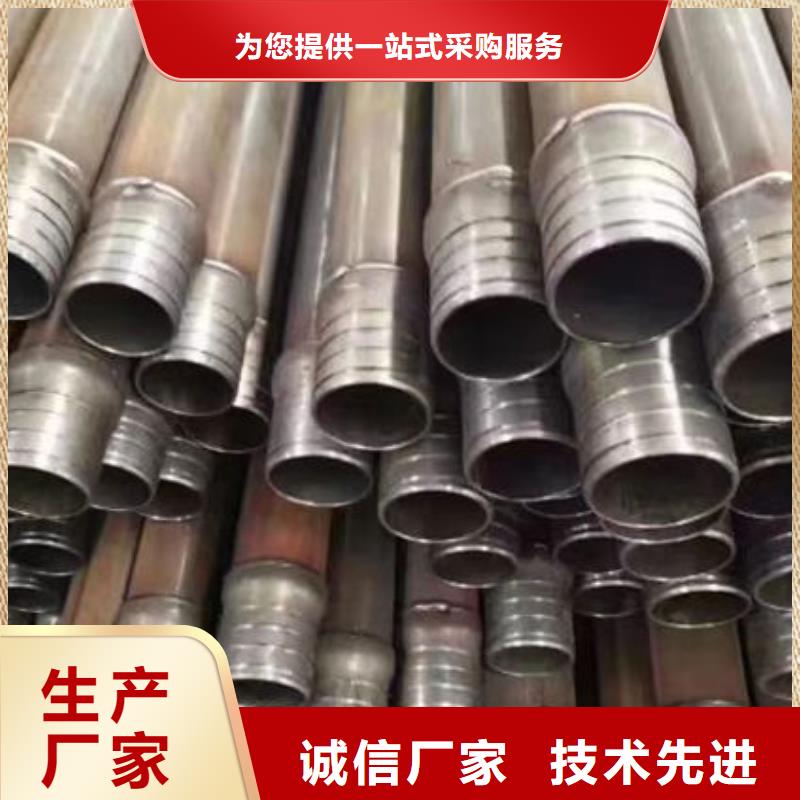
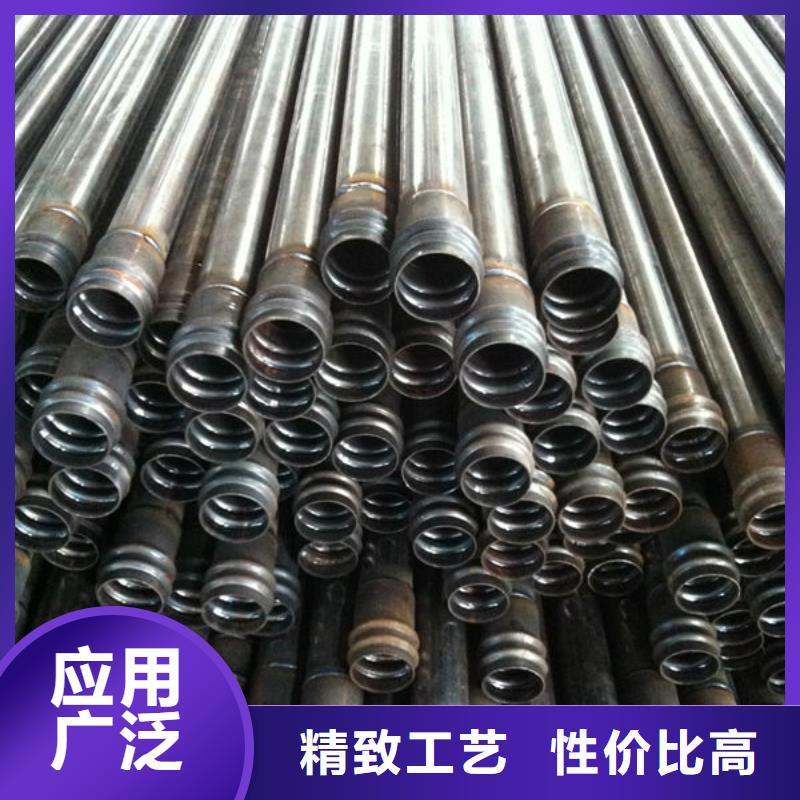
云南焊管工藝流程 原材料開卷—平整—端部剪切及焊接—活套—成形—焊接—內外焊珠去除—預校正—感應熱處理—定徑及校直—渦流檢測—切斷—水壓檢查—酸洗—終檢查(嚴格把關)—包裝—出貨。 產品特點 直縫焊管生產工藝簡單,生產效率高,成本低,發展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~100%,而且生產速度較低。



GB/T14291-2006(礦用流體輸送焊接鋼管):主要用于礦山壓風、排水、軸放瓦斯用直縫焊接鋼管。其代表材質Q235A、B級鋼。 GB/T12770-2002(機械結構用不銹鋼焊接鋼管):主要用于機械、汽車、自行車、家具、賓館和飯店裝飾及其他機械部件與結構件。其代表材質0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb等。 GB/T12771-1991(流體輸送用不銹鋼焊接鋼管):主要用于輸送低壓腐蝕性介質。代表材質為0Cr13、0Cr19Ni9、00Cr19Ni11、00Cr17、0Cr18Ni11Nb、0017Cr17Ni14Mo2等。 另有,裝飾用焊接不銹鋼管(GB/T 18705-2002),建筑裝飾用不銹鋼焊接管材(JG/T 3030-1995),以及換熱器用焊接鋼管(YB4103-2000)。云南焊管


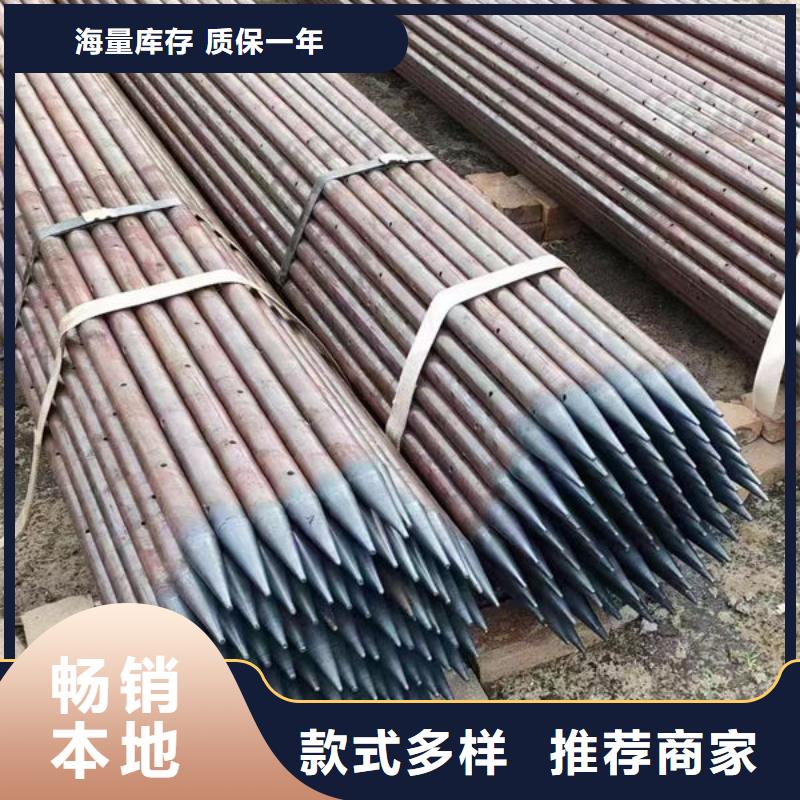
寶益德鋼管有限公司專注于 云南聲測管的生產、銷售。伴隨著行業技術的不斷革新與應用發展,公司始終走在行業前端,以市場為導向,為客戶創造價值,經過多年發展公司現擁有完善的倉儲服務保障體系,可做規格齊全,常備庫存,現貨直發,現場指導,滿足全國客戶需求。



聲阻抗率較低,用做云南聲測管具有較大的透聲率,通常可用于較小的灌注樁,在大型灌注樁中使用時應慎重,因為大直徑樁需灌注大量混凝土,水泥的水化熱不易發散:鑒于塑料的熱膨脹系數與混凝土的相差懸殊,混凝土凝固后塑料管因溫度下降而產生徑向和縱向收縮,有可能使之與混凝土局部脫開而造成空氣或水的夾縫,在聲通路上又增加了更多反射強烈的界面,容易造成誤判。 聲測管的直徑,通常比徑向換能器的直徑大l0mm即可,常用規格是內徑50-60mm。管子的壁厚對透聲率的影響很小,所以,原則上對管壁厚度不作限制,但從節省用鋼量的角度而言,管壁只要能承受新澆混凝土的側壓力,則越薄越省。