
產品詳細介紹



云浮螺旋鋼管是怎么制作的1.涂油打標:在檢查合格的螺旋管進行涂油操作以防腐蝕,并根據客戶的要求進行打標。2.矯平銑邊:使用壓砧機將原來卷曲的鋼板調平,再通過銑邊機對鋼板兩邊緣進行雙面銑削,使之達到要求的板寬、板邊平行度和坡口形狀。3、剪切成型:將鋼 板沿外沿螺旋卷曲成管狀。4.對焊切割:采用雙面埋弧焊技術進行預焊接,內焊接,外焊接。將焊接成型的鋼管使用等離子尺切割成規范長度。5.目視檢查:由專業技術人員對一些基本的參數進行檢查。6.超聲波探傷:對內外焊縫及焊縫兩側母材進行的檢查。7.X射線探傷:對內外焊縫進行 的X射線工業電視檢查,采用圖象處理系統以保證探傷的靈敏度。8.打壓試驗:在水壓試驗機上對云浮螺旋鋼管進行逐根檢驗以保證鋼材管達到標準要求的試驗壓力。9.倒棱平頭:將檢驗合格后的云浮螺旋鋼管進行管端加工,達到要求的管端坡口尺寸。10.后檢查:云浮螺旋鋼管再次進行超聲波和X射線探傷以及進行管端磁粉檢驗檢查是否存在焊接問題及管端缺陷。
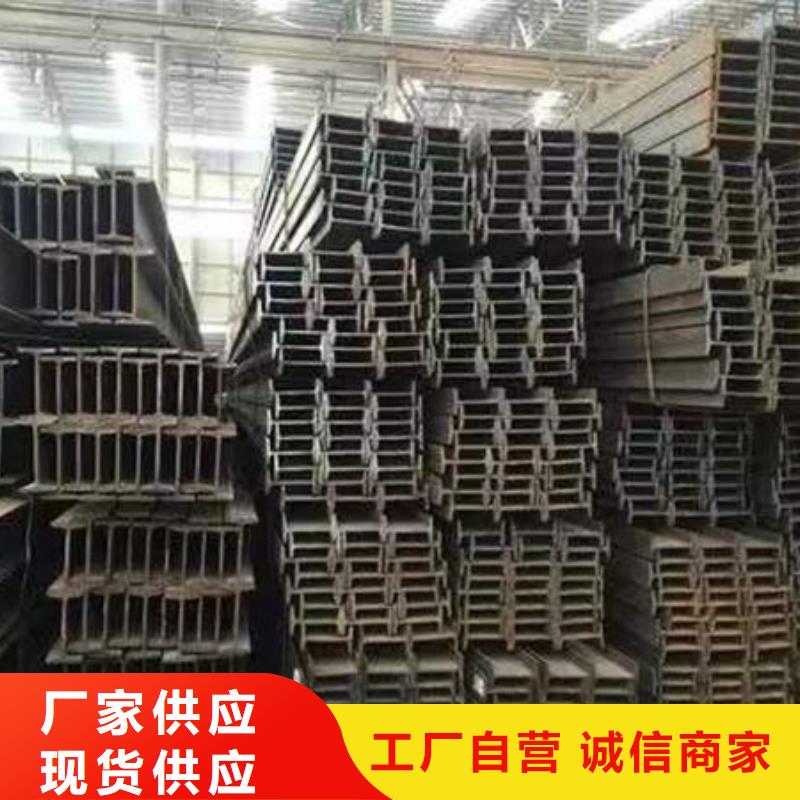
云浮H型鋼的翼緣都是等厚度的,有軋制截面,也有由3塊板焊接組成的組合截面。工字鋼都是軋制截面,由于生產工藝差,翼緣內邊有1:10坡度。云浮H型鋼材的軋制不同于普通工字鋼僅用一套水平軋輥,由于其翼緣較寬且無斜度(或斜度很小),故須增設一組立式軋輥同時進行輥軋,因此,其軋制工藝和設備都比普通軋機復雜。國內可生產的 軋制h型鋼材高度為800mm,超過了只能是焊接組合截面。 我國熱軋云浮H型鋼國標(GB/T11263-1998)將云浮H型鋼分為窄翼緣、寬翼緣和鋼樁三類,其代號分別為hz、hk和hu。窄翼緣云浮H型鋼適用于梁或壓彎構件,而寬翼緣h型鋼和h型鋼樁則適用于軸心受壓構件或壓彎構件。工字鋼與云浮H型鋼相比,等重量前提下,w、 ix、 iy都不如h型鋼。
如何對云浮螺旋鋼材進行管理質量控制對于在云浮螺旋鋼管管口組對時存在錯口超標的問題應采取如下防范對策:(1)盡量采用內對口器。(2)組對時做好測量和修口工作。(3)組對時做好焊接管段的級配工作。(4)局部采用紫銅錘或銅墊板錘擊校正。(5)當錯口變形平重時要進行割口處理。云浮螺旋鋼管鋼材管理:(1)使用內對口器時與之相配套的設備、壓風機設備和吊管機必須在施工前檢查完好使用操作靈活;在使用時應按操作規程作。(2)對口前要認真檢查對口使用的設備是否正常:對口時要設專人指揮按規范的動作指揮操作避兔傷害事故發生。(3)在施工中如采用墊士墩或墊麻包袋裝稻殼墊高管線時墊高必須堅實牢固防止管道滾動傷人;不準用凍土、石塊墊云浮螺旋鋼管。
云浮角鋼的規格GB/T2101-2008(型鋼驗收、包裝、標志及質量證明書的一般規定);GB/T706-2008(代替GB/T9787-88 GB/T9788-88)(熱軋等邊/不等邊云浮角鋼尺寸、外形、重量及允許偏差);JISG3192-94(熱軋型鋼的形狀、尺寸、重量及其容許差);DIN17100-80(普通結構鋼質量標準);ГОСТ535-88(普通碳素型鋼技術條件)。根據上述標準的規定,云浮角鋼鋼材應成捆交貨、其捆扎道次、同捆長度等應符合規定。云浮角鋼一般屬裸裝交貨,運輸和儲存均需要注意防潮。云浮角鋼材的表面質量在標準中有規定,一般要求不得存在使用上有害的缺陷,如分層、結疤、裂縫等。云浮角鋼幾何形狀偏差的允許范圍在標準中也有規定,一般包括彎曲度、邊寬、邊厚、頂角、理論重量等項,并規定云浮角鋼不得有顯著的扭轉。