
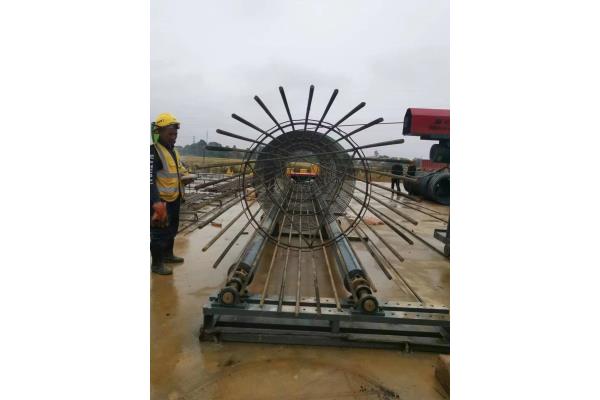



主機;含機架、底座、鐵輥、傳動系統等。
鐵輥旋轉帶動鋼筋籠轉動,按圖紙設計間距,配合小車移動纏繞箍筋成型。
一般不建議在設備上進行骨架制作,會影響生產線效率。
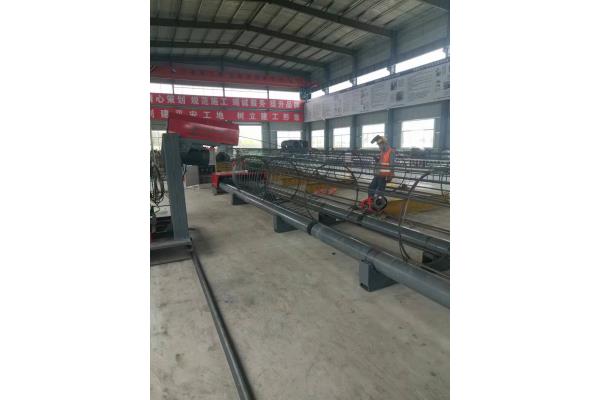
需要在設備上制作骨架時(人員少,工作量不足,無機械連接、單節鋼筋籠等情況),可按人工制作方式生產,利用鐵輥帶動骨架轉動,可完成全部主、箍筋焊接生產。完工的骨架不下設備,繼續進行繞筋工作。還可在機器上點動鋼筋籠,完成焊接保護塊的工作。
機器上骨架制作過程;
備齊一節鋼筋籠所需箍筋按位置平放兩鐵輥上,將一根主筋抬放于鐵輥長度上方,調整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。
焊完一節主、箍筋,低速轉動鐵輥,抬第二根主筋準備焊接。此時按選定生產工藝確定旋轉方向,采用卡具(比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉,應注意多根主筋焊好后有可能出現偏重,可將骨架旋轉在對面位置或錯開幾根位置后再開始分度焊接,補齊焊完全部主筋。
若采用劃線分度工藝,則不分旋轉反向。
用其他方式制作骨架時,考慮骨架存放區布置,更可以采用骨架模具生產骨架。
人工生產骨架要注意整體布局,合理安排場地,骨架制作、骨架存放與轉運,各工序之間盡可能互不干擾,過程流暢,盡可能實現流水線生產方式。
小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。

繞筋機作用技術參數:
1、型號; GLJ-3000(按基本型配置)
2、加工范圍;鋼筋籠直徑φ600---φ1500mm 長度12m
3、繞筋線速;0---15.4m/min ( i=59*1.25=73.75 )
4、小車速度;0---1.38m/min ( i=593 )
5,膠輥電機;Y90L-4 功率4kw
6、小車電機;Y90L-4 功率1.5kw
7、整機質 量 ;3500kg
8、外形尺寸;主機 13m*1.8m*0.8m 小車 15m*1.3m*1.5m
廣泛應用于大型橋梁,高速鐵路建設等領域的灌注樁施工中。產品優勢,加工速度快:備料、滾焊、加強筋安裝、探測管安裝、導向墊塊安裝等,工作效率高。加工質量穩走可靠:由于采用的是數控機械化作業,主筋、纏繞筋的間距均勻,鋼筋籠直徑一致,產品質量達到規范要求。箍筋拉爨不需搭接,較之手工作業節省材料,降低了施工成本,由于主筋在其圓周上分布均勻,多個鋼筋籠搭接時很方便,節省了吊裝時間。平立滾式矯治裝置,矯直效果好,壽命長。控制系:PLC,觸摸屏,ABB變頻器。自動送線機構,可在線調整間距,誤差小,成型質量高。 自動焊接,焊點,減輕勞動強度。 變頻控制拖籠機構,行走精度高。 自動托籠設計,避免焊接過程中因籠子自重導致其彎曲變形。 自動上料裝置,加快上料速度,提率。
技術特征:
1.一種鉆孔灌注樁鋼筋籠對中裝置,包括鋼筋連接形成的籠狀鋼筋籠(1),其特征在于:還包括通過兩根鋼筋交叉形成十字形的十字筋(2),十字筋(2)端部與鋼筋籠(1)焊接,且十字筋(2)交叉處位于鋼筋籠(1)幾何軸線上,還包括頂端連接有浮標(3)的吊繩(31),吊繩(31)底端連接在十字筋(2)交叉處,所述的鋼筋籠(1)上具有兩根鋼筋頂端加長形成兩根加長筋(11),且兩根加長筋(11)伸出鋼筋籠(1)頂端,并以鋼筋籠(1)幾何軸線呈對稱結構,還包括兩端分別設有環形套環(42),中部設有環形定位環(41)的定位筋(4),定位環(41)與鋼筋籠(1)同軸設置,且定位筋(4)通過兩端的套環(42)分別活動套在兩根加長筋(11)頂端。
2.根據權利要求1所述的一種鉆孔灌注樁鋼筋籠對中裝置,其特征在于:所述的定位筋(4)為鋼筋,且兩端的套環(42)為定位筋(4)彎折形成,中部的定位環(41)為定位筋(4)彎折形成螺旋形結構。
3.根據權利要求2所述的一種鉆孔灌注樁鋼筋籠對中裝置,其特征在于:所述的十字筋(2)交叉處與鋼筋籠(1)頂端距離為五米。

在外觀經檢查合格的每批鋼筋中任選兩根鋼筋,在其上截取1組試樣,每組試樣各制試件,分別做拉伸(含抗拉強度、屈服點、伸長率)和冷彎試驗,當試樣中有1個試驗項目不符合要求時,應另取2倍數量的試件對不合格項目做第二次試驗。當仍有1根試件不合格時,則該批鋼筋應判為不合格。
對進場鋼筋,做拉伸(抗拉強度、屈服點、伸長率)和冷彎試驗,并報檢。
鋼筋的級別、直徑是否與設計相符,查驗出廠證明書及復試報告單是否符合有關標準要求。
鋼筋加工棚,對場地進行硬化,修整完排水系統,規劃場地。鋼筋籠制作及安裝
鋼筋籠制作
⑴鋼筋籠在鋼筋加工棚制作,以定尺鋼筋長度為宜。主筋采用閃光對焊,主筋在制作前必須整直,沒有局部的彎折。主筋的鋼筋接頭應相互錯開,保證同一截面內的接頭數目不超過主筋總數的50%,接頭錯開間距不小于35d(d為鋼筋直徑),且不得小于50cm。
⑵鋼筋籠的焊接、綁扎必須牢固,應保證焊縫長度和飽滿度。加勁筋接頭采用雙面搭接焊,焊縫長度為20cm。焊縫要求焊渣、焊縫飽滿。在主筋下料時應考慮搭接長度,鋼筋接頭應滿足上述第(1)中接頭錯開要求的規定。
⑷鋼筋籠制作允許誤差和檢驗方法應符合下表規定:
:水泵是否壞掉或進水鋼筋因軋制不妥而引起的錯位或不圓因此.框架梁、柱的縱向鋼筋不主張采用焊接接頭3、機器如長時間停止工作時施工速度快;1對設備鋼筋籠纏繞機滾絲輪是否該更換3、收刀費力查看冷卻水中是否加切削液、刀體是否滑動、兩收刀塊是否平行4、漲不開刀檢查定位盤上鎖緊圈螺絲是否過長所以必須掌握停車時間按鈕線是否斷并有新的《鋼筋機械連接通用技術規程》鋼筋籠纏繞機六、鋼筋機械連接的優點這些對籠子的連接都提出了新的要求常開線蘭和紅缺陷產生原因:(2)鋼筋套筒連接絲頭牙型不飽滿表面不光滑接觸器不吸檢查扳倒開關里面的觸點接不上四、錯開接主筋搭接長度是其鋼筋籠纏繞機批發商鋼筋籠纏繞機要求無虛假螺紋鋼筋基圓直徑偏大時也會出現此現象那么對于鋼筋機械連接進而帶國外多采用這種連接方式3、滾絲輪:加工螺紋的滾絲輪這種連接方式是國內普遍采用的連接質量穩定

