
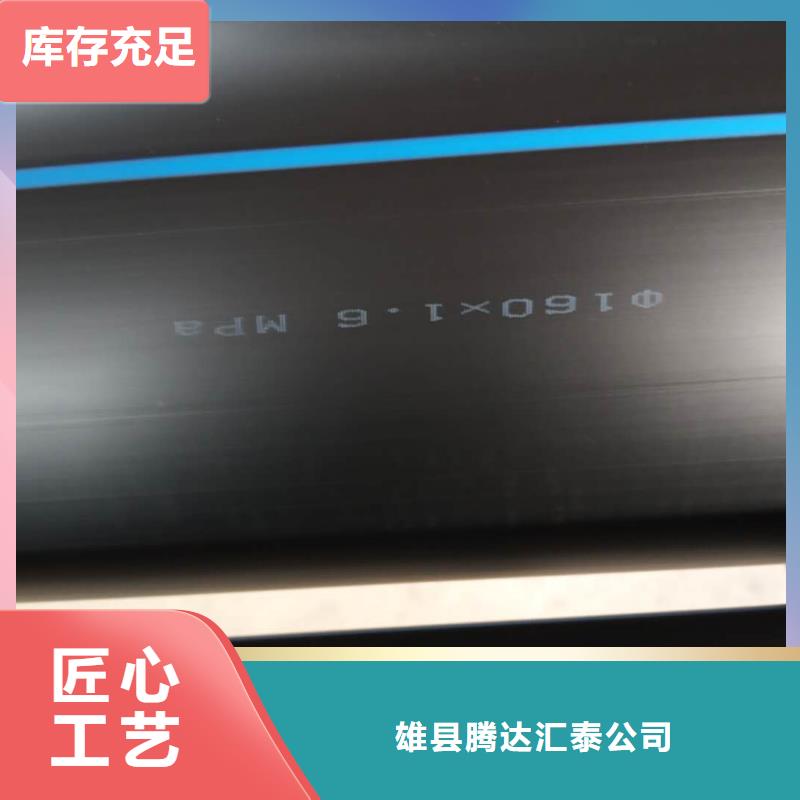
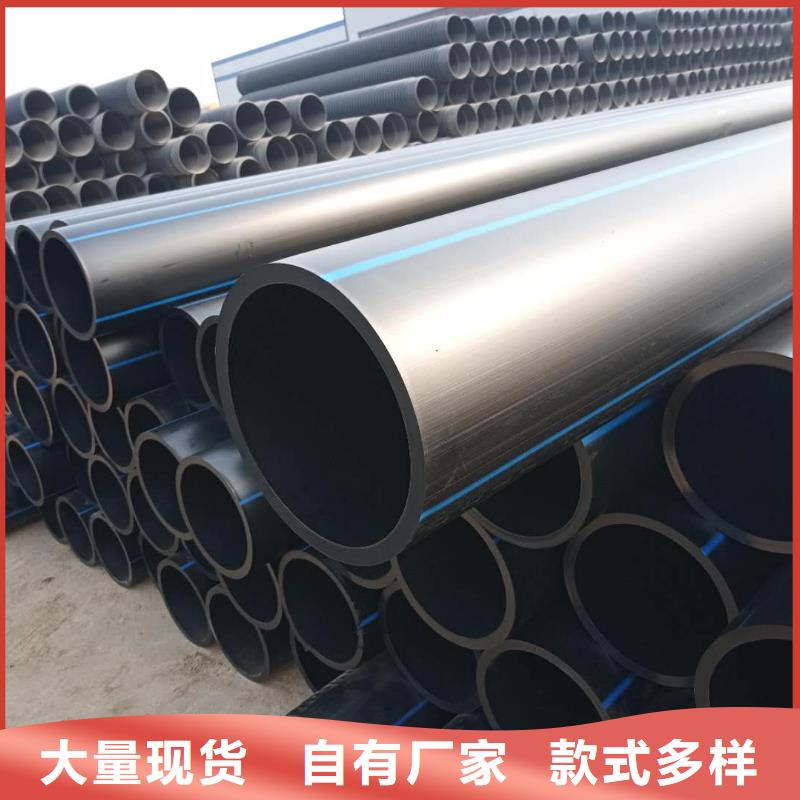
簡約而不簡單,我們的PE給水管MPP電力管產品細節參數產品視頻將用直觀的方式展示產品的核心價值。
以下是:PE給水管MPP電力管產品細節參數的圖文介紹

騰達匯泰公司(玉林市分公司)深信,只有“以人為本,以德興廠,創新務實,誠信經商”才能讓我們的企業立于不敗之地,也才會給消費者帶去真正的福利,并且真正打開【HDPE中空壁結構纏繞管】市場,贏得新老客戶的口碑,并且在一定程度上創造出更多性能優越的【HDPE中空壁結構纏繞管】產品,讓消費者可以擁有更多的選擇。
我們也始終堅持微笑服務,以顧客利益為主,服務到位,讓每一位來到我公司的朋友都能感受到溫馨的氛圍。
此外,我們還注重多實踐、多交流、互幫互助的原則,以積j i飽滿的姿態迎接每一個挑戰,爭取能夠早日將此產業發揚至全球,打響【HDPE中空壁結構纏繞管】國際知名度。


導致老化。解決方法:1、檢查原料;2、清理干凈或過渡一段時間;3、檢查溫度傳感器。3、表面凹坑。原因:1、原料潮、氣泡破裂;2、定徑套水量不均。解決方法:1、原料烘干;2、水量或更換定徑套。4、表面亮斑。原因:定徑套水量不足。
解決方法:增加定徑套水量或更換水量大的定徑套。5、內外壁軸向粗糙。原因:原料含水量過高。解決方法:原料烘干處理。6、表面不光亮。原因:熔體溫度不合適或原料有問題。解決方法:熔體溫度或更換原料。7、外表面劃痕。
原因:定徑套、支撐板或密封圈上附有沙石。解決方法:清理定徑套、支撐板或密封圈。8、外表面水線。原因:定徑套局部水眼堵塞,造成個別水眼水量過大。解決方法:清理定徑套。9、內壁溝槽(多出現于壁厚管材)。原因:壁厚過厚,熔體難以冷卻,產生流動。
解決方法:中心冷卻系統,降低口摸和芯摸的溫度。10、管材壁厚不均。原因:1、口摸或芯摸螺栓松動、口摸間隙不合適;2、口摸或芯摸溫度不均、導致料流不一致;3、定徑套與口摸不對中、堵塞。解決方法:1、緊固螺栓或口摸間隙;2、檢查加熱圈和溫度傳感器;3、調節定徑套和。
PE聚管自身原因損壞,造成的漏水機率很小。三分材料,七分安裝。再好的產品,安裝不好都會出問題。所以其安裝是容易被忽視的環節,也是容易造成漏水問題的環節。PE聚管接頭漏水,90%以上是焊接操作問題,原因可能是:1、焊接時溫度不夠,管子加熱還沒完全熔化就焊接。
2、焊接面沒清理干凈,上面有臟東西。3、焊接時候的焊接時間、參數不正確。首先,是工具的程度:對于熱熔焊接而言,焊機的溫度能否實現自動地控制。對于機械連接而言,工具是否。力是否能得到定期調校。
解決方法:增加定徑套水量或更換水量大的定徑套。5、內外壁軸向粗糙。原因:原料含水量過高。解決方法:原料烘干處理。6、表面不光亮。原因:熔體溫度不合適或原料有問題。解決方法:熔體溫度或更換原料。7、外表面劃痕。
原因:定徑套、支撐板或密封圈上附有沙石。解決方法:清理定徑套、支撐板或密封圈。8、外表面水線。原因:定徑套局部水眼堵塞,造成個別水眼水量過大。解決方法:清理定徑套。9、內壁溝槽(多出現于壁厚管材)。原因:壁厚過厚,熔體難以冷卻,產生流動。
解決方法:中心冷卻系統,降低口摸和芯摸的溫度。10、管材壁厚不均。原因:1、口摸或芯摸螺栓松動、口摸間隙不合適;2、口摸或芯摸溫度不均、導致料流不一致;3、定徑套與口摸不對中、堵塞。解決方法:1、緊固螺栓或口摸間隙;2、檢查加熱圈和溫度傳感器;3、調節定徑套和。
PE聚管自身原因損壞,造成的漏水機率很小。三分材料,七分安裝。再好的產品,安裝不好都會出問題。所以其安裝是容易被忽視的環節,也是容易造成漏水問題的環節。PE聚管接頭漏水,90%以上是焊接操作問題,原因可能是:1、焊接時溫度不夠,管子加熱還沒完全熔化就焊接。
2、焊接面沒清理干凈,上面有臟東西。3、焊接時候的焊接時間、參數不正確。首先,是工具的程度:對于熱熔焊接而言,焊機的溫度能否實現自動地控制。對于機械連接而言,工具是否。力是否能得到定期調校。



給水管各項性能指標都比較嚴,尤其是生活飲用,管道需、無輻射、不能含有重金屬等有害物質,并且耐腐能力要好才能保證壽命。 給水管分金屬管、塑料管、復合管材,金屬管包含紫銅管、不銹鋼管、鋼管,塑料管常用的是PPR水管、、、安裝方便、價格低廉等特質,成為家裝常用的水管。但是由于其是塑料不能起到很好的支撐作用和環境荷爾蒙等問題,開始使用金屬內襯ppr復合管材作為給水管道。復合管材包括 鋁塑復合管、鋁合金襯塑復合管、不銹鋼襯塑復合管材。其中作為小管徑的鋁塑復合管替代了部分家裝末端,由于其1. 常見的pe水管連接方式有熱熔連接、電熔連接、鞍形連接、鋼塑法蘭連接。 2. 熱熔對接。PE給水管熱熔對接是采用熱熔對接焊機來加熱管端,待管端熔化后,迅速將其粘合,保持一定的壓力,經冷卻達到熔接的目的。 3. 電熔連接。PE給水管電熔連接是將電熔管件套在管材、管件上,通過電熔焊機將預埋在電熔管件內表面的電阻絲通電加熱,產生的熱能使電熔管件的內表面和與之承插的管材外表面熔化并融為一體,達到熔接的目的。 4. 鞍形對接。連接PE給水管在應用過程中經常遇到需根據實際需要,進行主管分接的問題,傳統的管材必須先切除一段主管,然后安裝一個三通來完成分接,施工非常繁瑣。 5. 對于PE管道,采用鞍形對接方式連接,即采用鞍形對接焊機,直接在主管上連接一個鞍形管件,完成主管的分接。 6. 對于公稱外徑小于DN200的主管分接也可采用電熔鞍形旁通或直通在停水或不停水的情況下進行。 7. 鋼塑法蘭連接。PE給水管道在和鋼管及閥門連接時宜采用鋼塑法蘭連接:PE管端與相應的塑料支撐環之間可采用熱熔對接方式進行連接,鋼管端與金屬法蘭的連接,應符合相應的鋼管焊接的規定,然后采用法蘭片即可完成PE管道與鋼管的連接。熱脹冷縮問題,已經被逐漸淘汰。


這是我的簡歷我叫聚(polyethylene,簡稱PE),小時候我媽叫我,后來在江湖上摸爬打滾,受過傷,留過疤(聚合)。于是,成了現在的模樣(熱塑性--聚)。我沒、沒異味,手感還不錯(似蠟),身體也賊棒,耐寒(可耐-100℃),就是有點怕熱(使用溫度70℃);不過百不侵(耐酸堿)。
表1:出生證明(基本屬性)中文名英文名化學式登錄 聚polyethylene(PE)(C2H4)n9002-88-4熔點沸點水溶性密度92℃270℃差0.95二、我的大家庭(PE分類)從我們家族誕生在地球以來,經過幾十年的發展,家庭的成員越來越多。
我們常用肥胖(密度)說話,我們有五兄弟:老大叫:UHMWPE、老二是:HDPE、老三是:MDPE、老四叫:LDPE、五弟是:E:低密度聚(又稱高壓聚)2.MDPE:中密度聚3.LLDPE:線形低密度聚4.HDPE:高密度聚(又稱低壓。
正常情況下,我喝水較少(吸水性小),也不怎么來電(絕緣性好)。后來,隨著家族(生產LDPE技術的有7家,LLDPE和全密度技術的企業有10家,HDPE技術的企業有12家)日益擴大,資本壯實。經過刷選基因(改善工藝),基因越來越優良。
現在,我們可以選擇出生的方式(合成工藝),通常會選擇:壓法生產(技術成熟),有時候還會選擇:釜式法和管式法工藝(技術成熟)。四、我不是超人,但我可以變身(成型工藝)由于我是熱塑性體魄,注定了我擁有極其強大的本領。
輕如絲,可御風飛行(吹膜);滑如蛇,可穿越山河(擠出、注塑),成為無數個不一樣的我(各種膜、形狀各異注塑制品等)注塑成型:在一定溫度下,通過螺桿攪拌使塑料完全熔融,然后通過高壓射入模腔,經冷卻固化后,
表1:出生證明(基本屬性)中文名英文名化學式登錄 聚polyethylene(PE)(C2H4)n9002-88-4熔點沸點水溶性密度92℃270℃差0.95二、我的大家庭(PE分類)從我們家族誕生在地球以來,經過幾十年的發展,家庭的成員越來越多。
我們常用肥胖(密度)說話,我們有五兄弟:老大叫:UHMWPE、老二是:HDPE、老三是:MDPE、老四叫:LDPE、五弟是:E:低密度聚(又稱高壓聚)2.MDPE:中密度聚3.LLDPE:線形低密度聚4.HDPE:高密度聚(又稱低壓。
正常情況下,我喝水較少(吸水性小),也不怎么來電(絕緣性好)。后來,隨著家族(生產LDPE技術的有7家,LLDPE和全密度技術的企業有10家,HDPE技術的企業有12家)日益擴大,資本壯實。經過刷選基因(改善工藝),基因越來越優良。
現在,我們可以選擇出生的方式(合成工藝),通常會選擇:壓法生產(技術成熟),有時候還會選擇:釜式法和管式法工藝(技術成熟)。四、我不是超人,但我可以變身(成型工藝)由于我是熱塑性體魄,注定了我擁有極其強大的本領。
輕如絲,可御風飛行(吹膜);滑如蛇,可穿越山河(擠出、注塑),成為無數個不一樣的我(各種膜、形狀各異注塑制品等)注塑成型:在一定溫度下,通過螺桿攪拌使塑料完全熔融,然后通過高壓射入模腔,經冷卻固化后,
