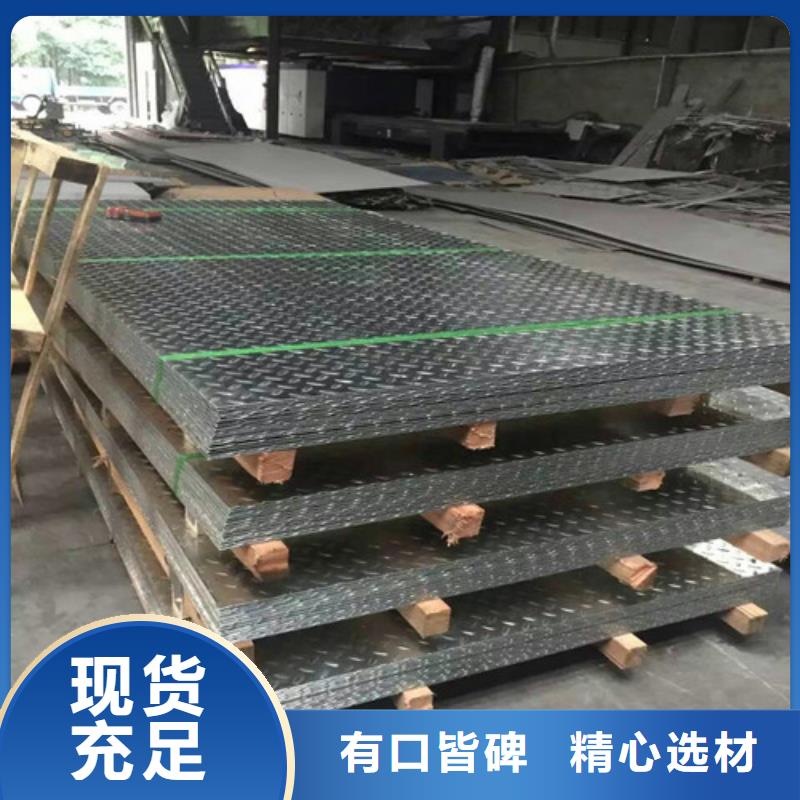

產品細節圖

岳陽2Cr18Ni9,1Cr18Ni9,0Cr18Ni9這三種鋼均屬于奧氏體不銹鋼。在固溶態, 鋼的塑性、韌性、冷加工懷均良好,在氧化性酸和大氣、水、蒸汽等介質中耐蝕性亦佳。但在敏化態或焊后,這些鋼均具有晶間腐蝕傾向,因而在有晶間腐蝕產生的條件下,岳陽2Cr19Mi9和1Cr18Ni9一般均不適于用作焊接結構材料,而0Cr19Ni9僅能用作薄截面尺寸的焊接件。就鋼的耐蝕性和鋼的強度而論,以2Cr18Ni9,1Cr18Ni9,0Cr18Ni9為序,耐蝕性依次變好,強度依次降低。 0Cr18Ni9適于制造深沖成型的部件以及輸酸管道、容器等;1Cr18Ni9主要用作各種耐蝕結構件和要求無磁的部件,也可用于低溫環境中;2Cr18Ni9主要用于具有強度要求的結構件,如設備的外殼、緊固件等。它們應避免在產生應力腐蝕、孔蝕和縫隙腐蝕的條件下使用。 1Cr18Ni9Ti , 0Cr18Ni9Ti , 00Cr18Ni10 這三種奧氏體不銹鋼是為了解決岳陽1Cr18Ni9,0Cr18Ni9焊后具有晶間腐蝕傾向,因而難以應用于焊接設備和部件的不足而發展的。它們是迄今不銹鋼板中產量較大、應用較為廣泛的三種牌號。


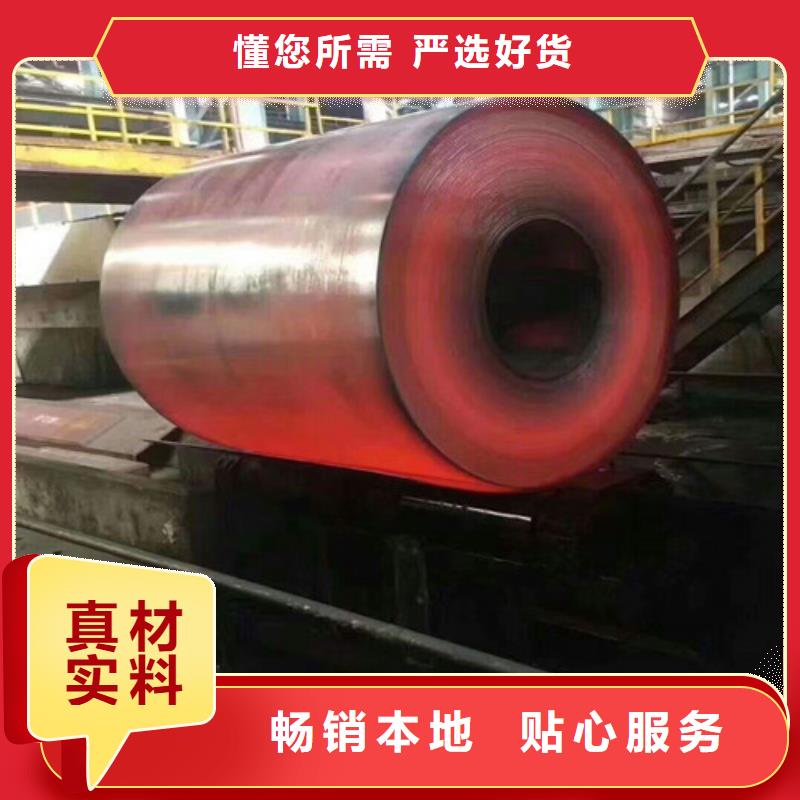
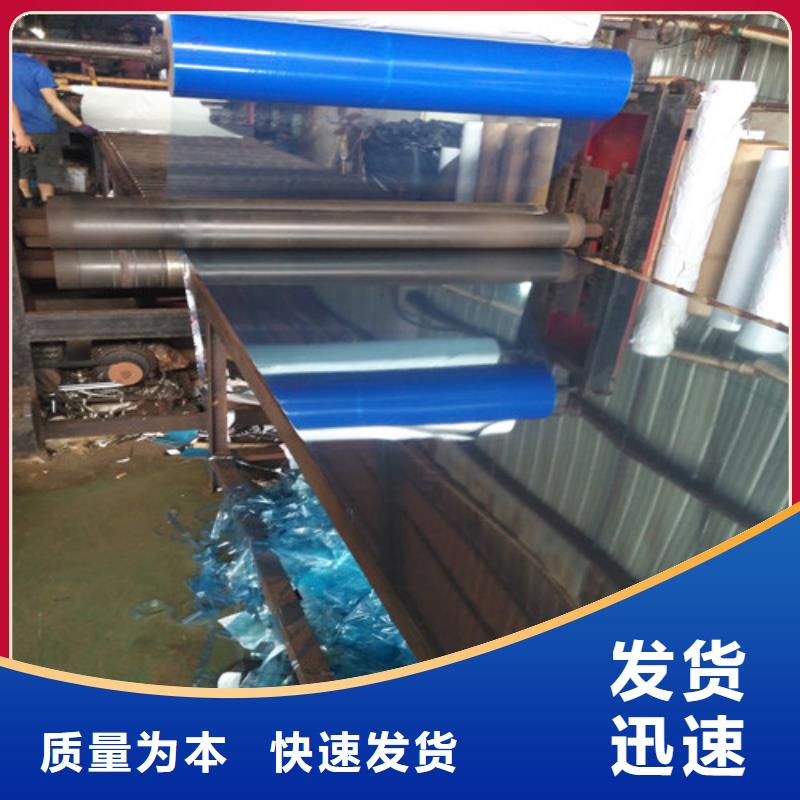
公司實力

岳陽不銹鋼板在焊接過程中的注意事項 1.采用垂直外特征的電源,直流時采用正極性(焊絲接負極)。 2.一般適合于6mm以下薄鋼管的焊接,具有焊縫成型美不雅,焊接變形量小的特點。 3.庇護氣體為氬氣,純度為99.99%。當焊接電流為50~50A時,氬氣流量為8~0L/min,當電流為50~250A時,氬氣流量為2~5L/min。 4.鎢極從氣體噴嘴凸起的長度,以4~5mm為佳,,在角焊等掩蔽性差的處所是2~3mm,在開槽深的處所是5~6mm,噴嘴至工作的距離一般不跨越5mm。 5.為防止焊接氣孔之呈現,焊接部位若有鐵銹、油污等務必清理清潔。 6.焊接電弧長度,焊接通俗鋼時,以2~4mm為佳,而焊接 不銹鋼板時,以~3mm為佳,過長則庇護結果欠好。 7.對接打底時,為防止底層焊道的后背被氧化,后背也需要實施氣體庇護。 8.為使氬氣很好地庇護焊接熔池,和便于施焊操作,鎢極中間線與焊接處工件一般應連結80~85°角填充焊絲與工件概況夾角應盡可能地小,一般為0°擺布。 9.防風與換氣。有風的處所,務請采納擋網的辦法,而在室內則應采納恰當的換氣辦法。