


銀川優惠的35crmo合金鋼管實體廠家 <銀川>萬方金屬材料有限公司 wfjs
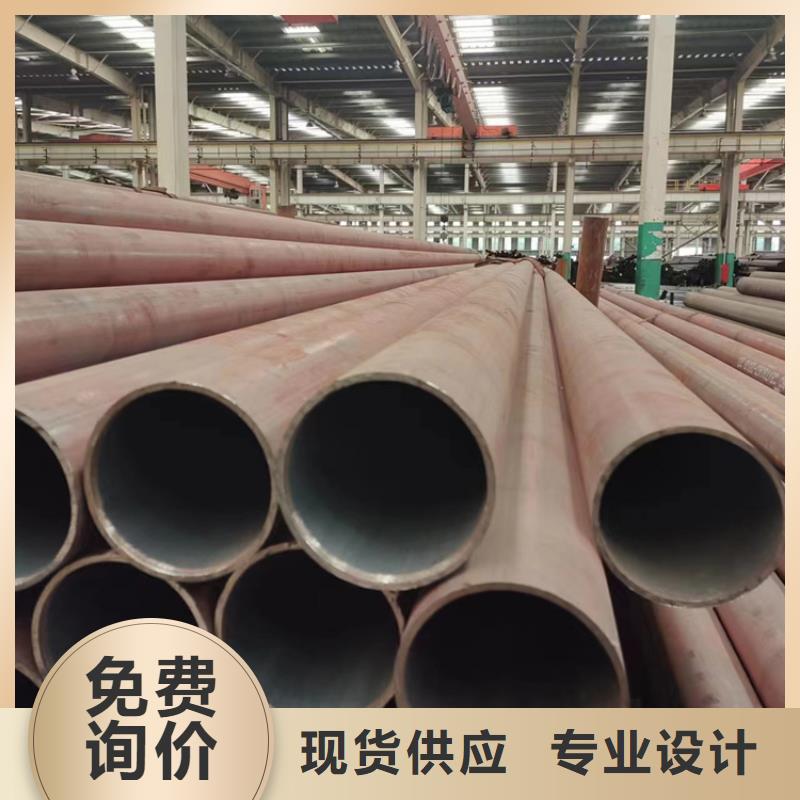
銀川熱軋無縫鋼管一般在自動軋管機組上生產。檢查并去除表面缺陷后,將實心管坯切割成所需長度,以管坯穿孔端端面為中心,然后送至加熱爐加熱,并在沖床上沖孔。在穿孔的同時,它不斷旋轉和前進。在輥子和塞子的作用下,管坯內部逐漸形成空腔,稱為毛細管。然后送到自動軋管機進一步軋制。然后整臺機器壁厚均衡,用定徑機定徑,達到規格要求。用連續軋管機生產熱軋無縫鋼管是一種先進的方法。如果想獲得尺寸更小、質量更好的無縫管,應采用冷軋、冷拔或兩者結合。冷軋通常在二輥軋機上進行,鋼管在由變截面圓孔槽和固定錐形塞組成的環形孔型中軋制。冷拔通常在0.5~100t的單鏈或雙鏈冷拔機上進行。擠壓法是將加熱后的管坯放入密閉的擠壓筒中,使穿孔桿和擠壓桿一起運動,使擠壓件從較小的模孔中擠壓出來。這種方法可以生產直徑較小的鋼管。由一整塊表面沒有接縫的金屬制成的鋼管稱為無縫管鋼管。按照生產方法,銀川無縫管鋼管分為熱軋管、冷軋管、冷拉管、擠壓管、頂管等。根據截面形狀,無縫管鋼管可分為圓形和異形管,異形管有方形、橢圓形、三角形、六邊形、瓜子形、星形和翅片管形等多種復雜形狀。
 wfjs
wfjs
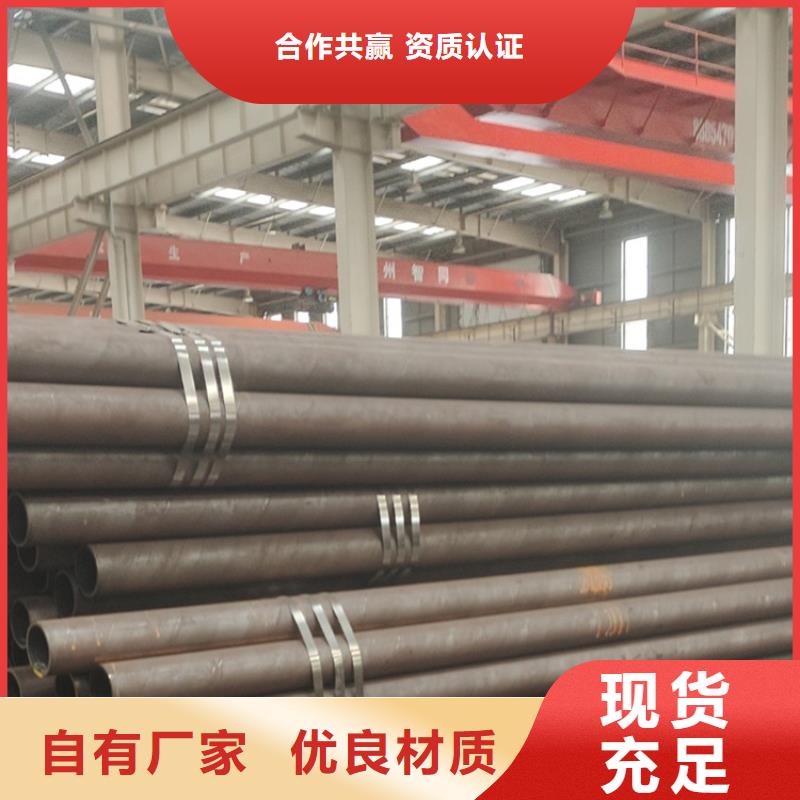
銀川無縫鋼管廠家告訴你熱軋無縫管外徑一般大于32mm,壁厚為2.5-200mm,冷軋無縫管外徑可達6mm,壁厚可達0.25mm,薄壁管外徑小于5mm壁厚0.25mm,冷軋比熱軋尺寸精度高。一般來說,無縫鋼管是由20、45等優質碳素結構鋼16mn、5mnv等低合金結構鋼或40cr、30crmnsi、45mn2、40mnb等結合而成的熱軋或冷軋。由10、20等低碳鋼制成的無縫管道主要用于流體輸送管道。45、40cr等中碳鋼制成的無縫管道用于制造機械零件,如汽車、拖拉機的力零件。一般來說,光滑的鋼管要保證強度和扁試驗。銀川熱軋鋼管被引導到熱軋或熱處理狀態。冷軋以熱處理狀態交貨。熱軋,顧名思義,由于軋制的溫度高,變形阻力小,可以得到很大的變形量。以鋼板軋制為例,一般毛坯厚度在230毫米左右,經過粗軋和精軋,終厚度為1~20毫米。
 <銀川>萬方金屬材料有限公司
<銀川>萬方金屬材料有限公司
銀川熱軋無縫管外徑一般大于32mm,壁厚2.5-200mm,冷軋無縫鋼管外徑可以到6mm,壁厚可到0.25mm,薄壁管外徑可到5mm壁厚小于0.25mm,冷軋比熱軋尺寸精度高。一般用銀川無縫鋼管是用10、20、30、35、45等優質碳結鋼16Mn、5MnV等低合金結構鋼或40Cr、30CrMnSi、45Mn2、40MnB等合結鋼熱軋或冷軋制成的。10、20等低碳鋼制造的無縫管主要用于流體輸送管道。45、40Cr等中碳鋼制成的無縫管用來制造機械零件,如汽車、拖拉機的受力零件。一般用無縫鋼管要保證強度和壓扁試驗。熱軋鋼管以熱軋狀態或熱處理狀態交貨;冷軋以熱處理狀態交貨。銀川無縫鋼管的重量計算表格,無縫鋼管鋼材的實際分量是按鋼材的公稱尺寸和密度(已往稱為比重)盤算得出的分量稱之為實際分量。這與鋼材 的長度尺寸、截面面積和尺寸容許偏向有間接關系。因為鋼材在生產制造過程中的容許偏差,因而用公式盤算的實際分量與實踐分量有偏差,以是只作為預算時的參考。
