


無需長篇大論,觀看直縫焊管環(huán)氧樹脂涂塑鋼管質(zhì)量三包視頻,讓你瞬間愛上我們的產(chǎn)品。
以下是:直縫焊管環(huán)氧樹脂涂塑鋼管質(zhì)量三包的圖文介紹
鴻順管道科技有限公司始終秉承“責(zé)任、誠信、創(chuàng)新、共贏”的核心價值觀,遵循“優(yōu)質(zhì)、準點、、文明、”的方針,本著“始于用戶需求、高于用戶期望”的服務(wù)理念,為用戶提供的 新疆伊犁熱鍍鋅鋼管廠家、熱鍍鋅鋼管、防腐鋼管、防腐鋼管廠家和服務(wù),幫助用戶和員工實現(xiàn)價值的同時,積j i回報社會,追求企業(yè)與環(huán)境和諧持續(xù)發(fā)展,助推 新疆伊犁熱鍍鋅鋼管廠家、熱鍍鋅鋼管、防腐鋼管、防腐鋼管廠家行業(yè)發(fā)展,履行一個企業(yè)的社會責(zé)任。
氧樹脂涂塑鋼管質(zhì)量三包")
氧樹脂涂塑鋼管質(zhì)量三包")
在鋼鐵產(chǎn)能擴張的背景下,鐵礦石的供需差距進一步被拉大,不得不進口更多以滿足生產(chǎn)。鋼鐵行業(yè)的過剩,著資本進入采礦行業(yè),鐵礦石產(chǎn)能近年來快速釋放。今年初,業(yè)界曾一度認為,今后國內(nèi)鐵礦石供求關(guān)系將趨于平衡,礦石價格將步入下行通道,像2012012年支撐高價位的因素將不復(fù)存在。 然而今年5月底以來,鐵礦石價格卻一直保持上漲態(tài)勢,尤其是進入7月以來,價格反彈,8月份拉漲至140美元/噸以上,遠高于業(yè)界120美元/噸的預(yù)期。“現(xiàn)在鐵礦石的價格是上世紀90年代的8到10倍,鋼材價格水平和90年代相差卻不大。 鋼鐵行業(yè)價格戰(zhàn)激烈,無序競爭將進一步削弱鋼企盈利能力。”冶金工業(yè)規(guī)劃院長李新創(chuàng)憂心,進口鐵礦石價格在高位上演“瘋狂的石頭”的劇集還要相當長一段時間。動搖不了外國礦業(yè)巨頭的強勢,鋼鐵過剩卻了國內(nèi)焦煤焦炭行業(yè)的虛假繁榮。 焦炭行業(yè)八成需求鋼鐵行業(yè),現(xiàn)在焦炭行業(yè)和鋼鐵行業(yè)儼然已是難兄難弟。“”以來,盡管 加大了焦炭落后產(chǎn)能的淘汰力度,但淘汰速度趕不上新建速度,和鋼鐵行業(yè)如出一轍。據(jù)中投顧問調(diào)研統(tǒng)計,目前焦炭行業(yè)過剩產(chǎn)能約8000萬噸,而且中小項目產(chǎn)能過剩率已經(jīng)超過50%,加上寄生在鋼鐵企業(yè)內(nèi)部的焦炭項目,整個行業(yè)的過剩產(chǎn)能恐突破1.6億噸。
氧樹脂涂塑鋼管質(zhì)量三包")
氧樹脂涂塑鋼管質(zhì)量三包")
氧樹脂涂塑鋼管質(zhì)量三包")
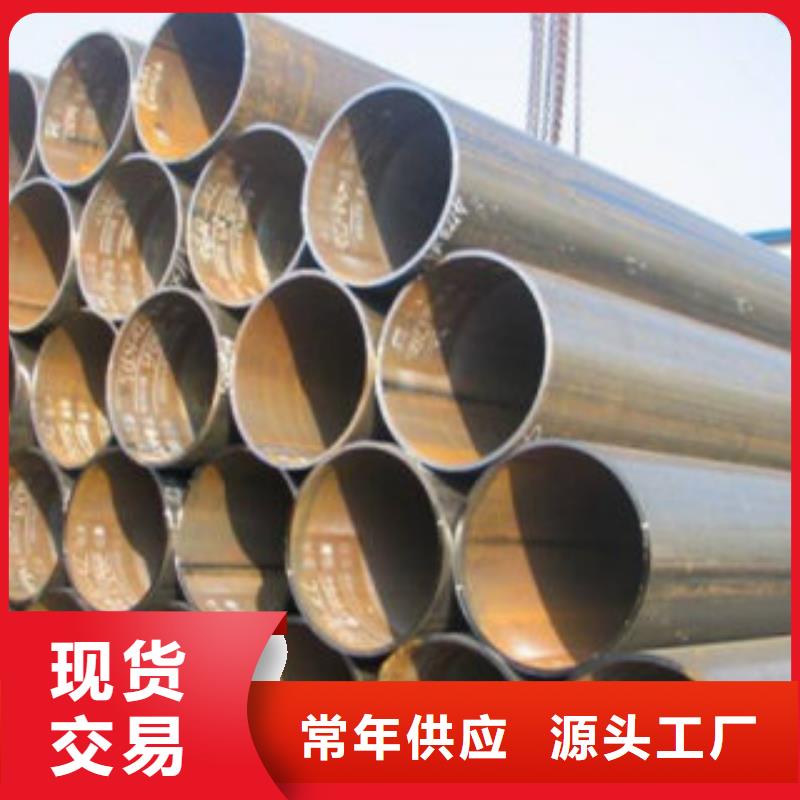
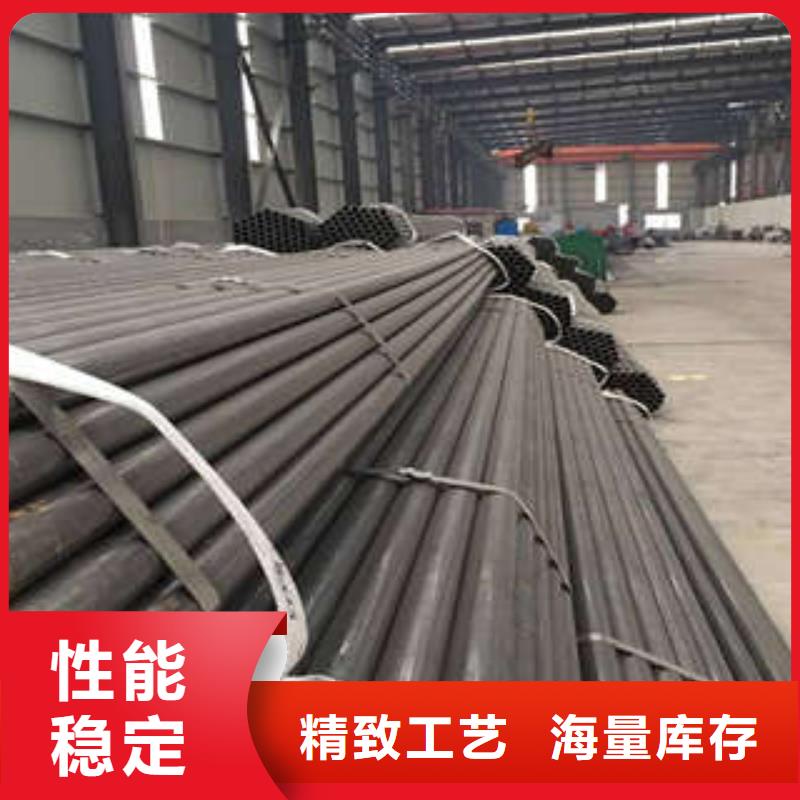
一般焊管:一般焊管用來輸送低壓流體。用Q195A、Q215A、Q235A鋼制造。也可采用易于焊接的其它軟鋼制造。鋼管要進行水壓、彎曲、壓扁等實驗,對表面質(zhì)量有一定要求,通常交貨長度為4-10m,常要求定尺(或倍尺)交貨。焊管的規(guī)格用公稱口徑表示(毫米或英寸)公稱口徑與實際的不同,焊管按規(guī)定壁厚有普通鋼管和加厚鋼管兩種,鋼管按管端形式又分帶螺紋和不帶螺紋兩種。 鍍鋅鋼管:為鋼管的耐腐蝕性能,對一般鋼管(黑管)進行鍍鋅。鍍鋅鋼管分熱鍍鋅和電鍍鋅兩種,熱鍍鋅鍍鋅層厚,電鍍鋅成本低。吹氧焊管:用作煉鋼吹氧用管,一般用的焊接鋼管,規(guī)格由3/8寸-2寸八種。用010、120或Q195-Q235鋼帶制成。 為防蝕,有的進行滲鋁處理。電線套管:也就是普通碳素鋼電焊鋼管,用在混凝土及各種結(jié)構(gòu)配電工程,常用的公稱直徑從13-76mm。電線套套管壁較薄,大多進行涂層或鍍鋅后使用,要求進行冷彎試驗。公制焊管:規(guī)格用作無縫管形式,用外徑*壁厚毫米表示的焊接鋼管,用普通碳素鋼、優(yōu)質(zhì)碳素鋼或普能低合金鋼的熱帶、冷帶焊接,或用熱帶焊接后再經(jīng)冷撥方法制成。 公制焊管分普能和薄壁、普通用作結(jié)構(gòu)件,如傳動軸,或輸送流體,薄壁用來生產(chǎn)家具、燈具等,要保證鋼管強度和彎曲試驗。托輥管:用于帶式輸送機托輥電焊鋼管,一般用Q21Q235A、B鋼及20鋼制造,直徑63.5-219.0mm。對管彎曲度、端面要與中心線垂直、橢圓度有一定要求,一般進行水壓和壓扁試驗。
氧樹脂涂塑鋼管質(zhì)量三包")
氧樹脂涂塑鋼管質(zhì)量三包")
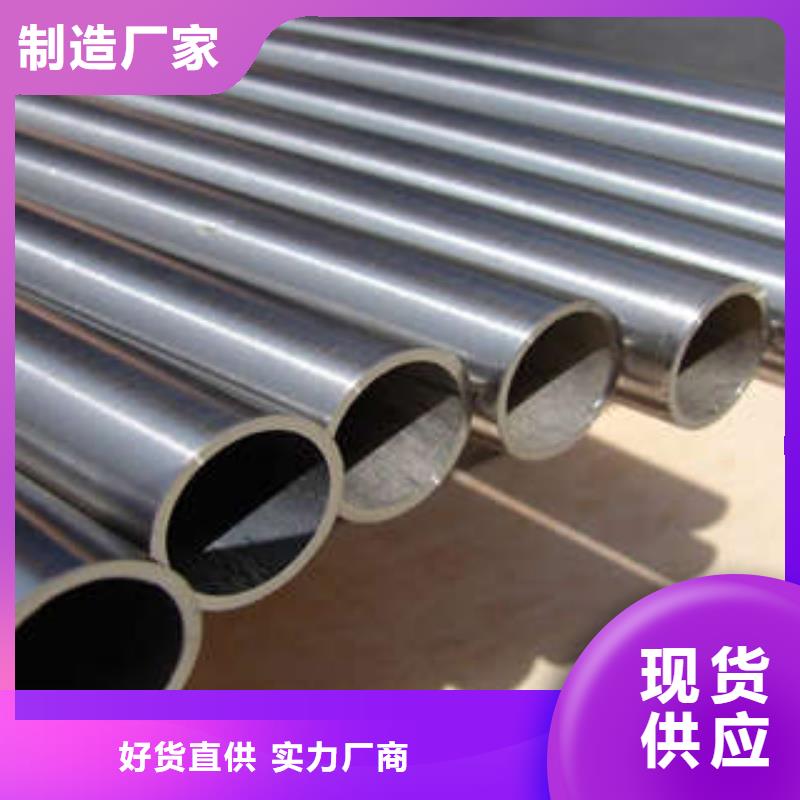
所謂擴徑,其實是屬于一道采用液壓或者是機械方法對鋼管的內(nèi)部施加一定作,從而使鋼管沿著徑向向外擴脹成型的壓力加工工藝。機械方式比液壓方式,設(shè)備簡單且效率更高,因而目前在實際應(yīng)用中更為常見。尤其是在非常的幾條大口徑直縫焊管制管線擴徑工序中被采用。 總的來說,在對焊管產(chǎn)品經(jīng)擴徑加工的過程中,主要可以分為五個階段。是初步整圓階段:扇形塊打開直到所有扇形塊都到鋼管內(nèi)壁,此時步長范圍內(nèi)鋼管內(nèi)圓管中各點半徑大小都幾乎一致,鋼管得到初步整圓。第二是名義內(nèi)徑階段:扇形塊從前段位置開始降低運動速度,直到抵達要求位置,這個位置是質(zhì)量要求的成品管內(nèi)圓周位置。 第三個階段叫做彈復(fù)補償階段,也就是說焊管的扇形塊將會逐漸速度減小,直到抵達要求位置,這個位置是工藝設(shè)計要求的彈復(fù)前鋼管內(nèi)圓周位置。第四是保壓階段:扇形塊在彈復(fù)前鋼管內(nèi)圓周位置一段時間保持不動,這是設(shè)備和擴徑工藝要求的保壓階段。 一個階段叫做卸荷回歸,此時扇形塊從彈復(fù)前焊管的圓周位置不斷的進行回縮,直終將達到初始擴徑的位置,這是擴徑工藝要求的扇形塊小收縮直徑。在實際應(yīng)用中,工藝簡化中,3步驟可以合并簡化,這對鋼管的擴徑質(zhì)量沒有影響。
氧樹脂涂塑鋼管質(zhì)量三包")
氧樹脂涂塑鋼管質(zhì)量三包")
氧樹脂涂塑鋼管質(zhì)量三包")
點擊查看鴻順管道科技有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
