

伊犁珩磨管油缸管絎磨管珩磨管加工的工作原理研磨管
珩磨時,砂條上的磨粒以一定的壓力、較低的速度對工件表面進行磨削、擠壓和刮擦。砂條作旋轉運動和上下往復運動,使砂條上的磨粒在孔表面所形軌跡成為交叉而不重復的網紋(如圖1所示),與內孔磨削相比,珩磨參加切削的磨粒多,加在每粒磨粒上的切削力非常小。珩磨的切速低,僅為砂輪磨削速度的幾十分之一,在珩磨過程中又旋轉加大量的冷卻液,使工件表面得到充分冷卻,不易燒傷,加工變形層薄,故能得到較細表面粗糙度。

伊犁珩磨管油缸管絎磨管國標深孔鏜珩磨管的普遍性能指標檢測研磨管
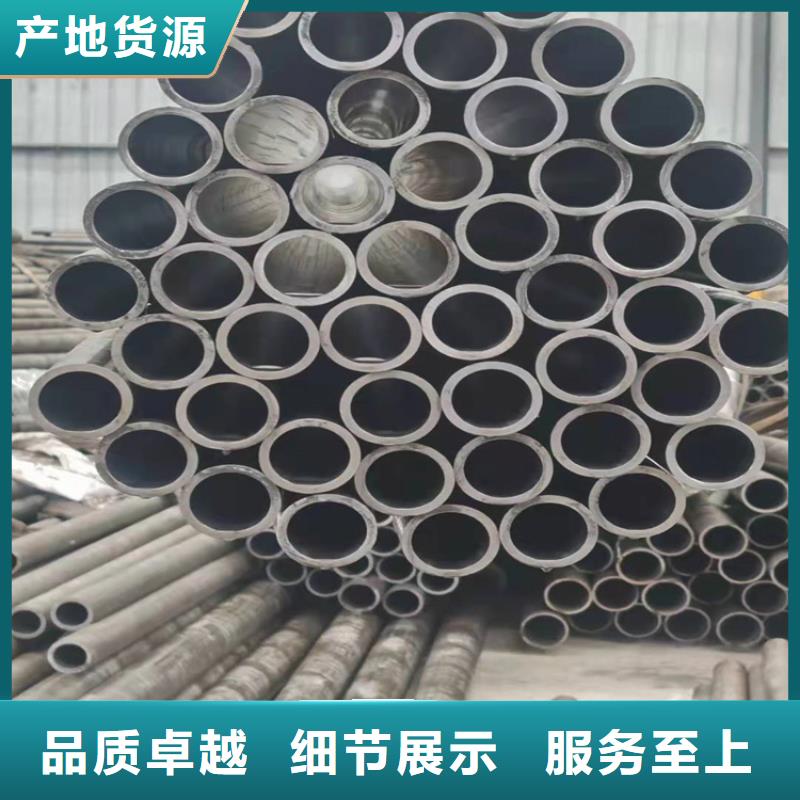
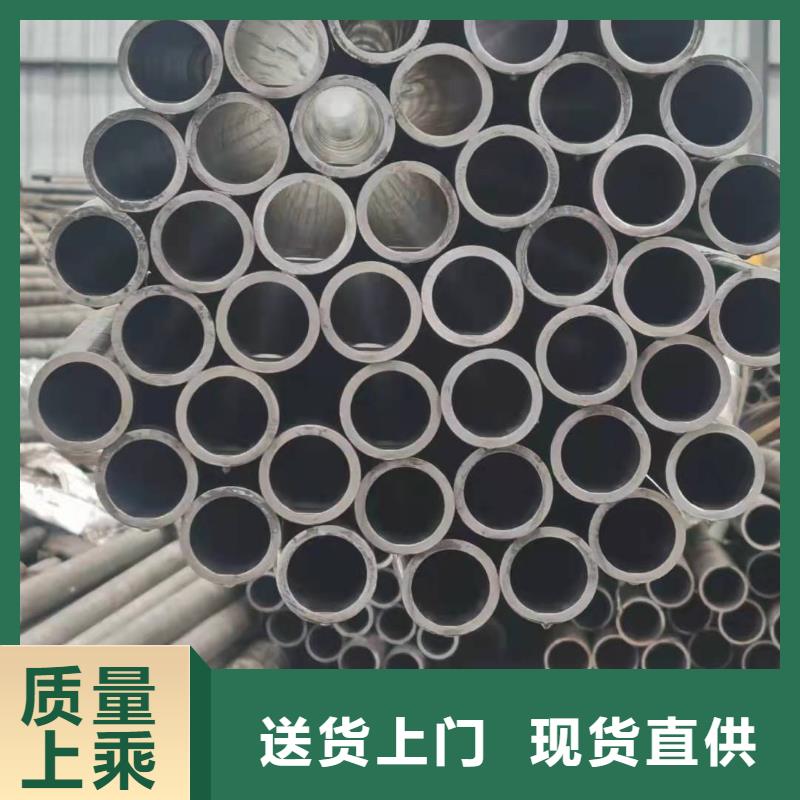
什么是珩磨鋼管|珩磨管,珩磨管工藝是什么?珩磨的作用是提高工件的表面光潔度和耐磨度重要的一點是耐磨因為珩磨過的物體表面形成了一定角度的交叉網紋什這些網紋里可以存留一定的油起到潤滑的作用減少磨檫所以需要珩磨的工件通常是在汽車發動機缸體或缸套 各種液壓油缸 各種液壓閥體 汽車連桿 摩托車缸體 等等類似的直線運動或轉動的需要減少磨檫延長壽命的物體.

伊犁珩磨管油缸管絎磨管在標準中為DIN2391-1 。液壓鋼管的原材料經過精拔、無氧化光亮熱處理(NBK狀態)、無損檢測、鋼管內孔經過高壓沖洗、酸洗,鋼管內外壁用防銹油防銹處理、兩端封蓋用作防塵處理。 生產出來鋼管具有精密度高、光潔度好,鋼管內外壁無氧化層,鋼管可以承受液體流通過的高壓,且鋼管冷彎不變形,可擴口、壓扁無裂痕。機械性能可以在任何一個角度下彎曲不變形。主要用作液壓系統油路中配制鋼管,也叫液壓系統中的硬配管,汽車用精密鋼管,規格一般為外徑(D)Φ4mm-76mm,壁厚(S)0.5mm-6.0mm。長度為定尺6米(訂做除外),交貨狀態為NBK(正火)、GBK(退火)、BKS(去應力退火)。采用主要材料為ST35、ST37.4(10#)、ST45(20#)ST55(35#)、ST52(16Mn)等可滿足對鋼管要求精密度高、光潔度高、抗拉強度、機械性能高的客戶。研磨管

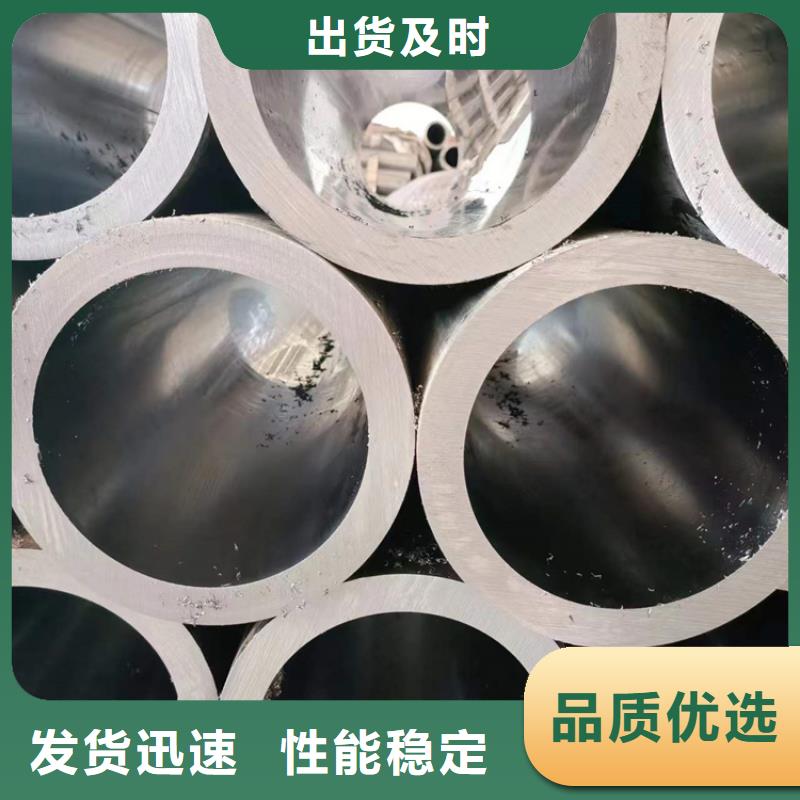
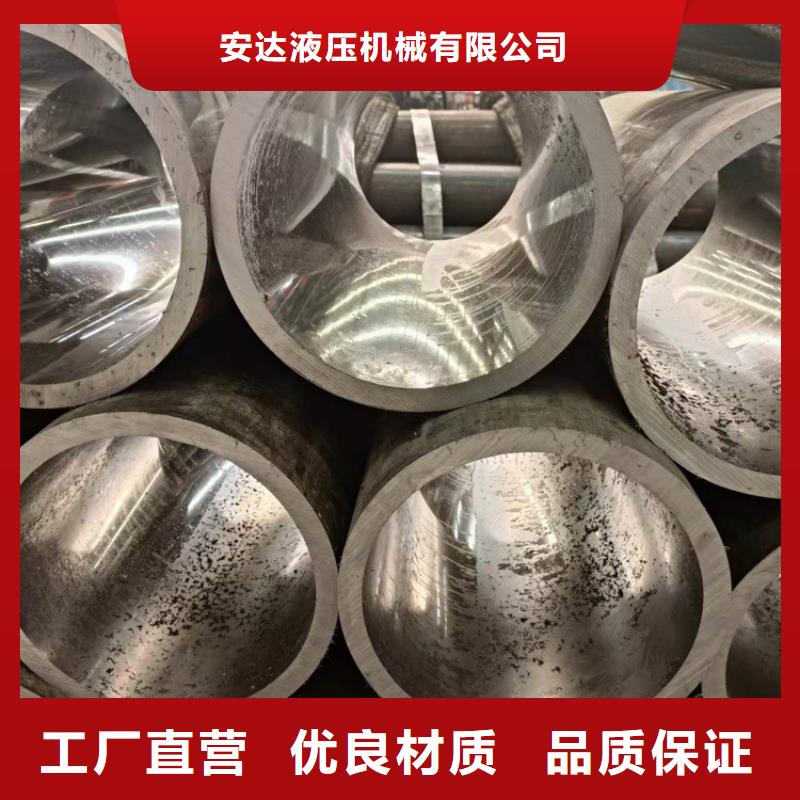
伊犁珩磨管油缸管絎磨管厚壁油缸管是液壓缸的主體,其內孔一般采用鏜孔、鉸孔、滾壓或珩磨等精密加工工藝制造,使活塞及其密封件和支架滑動順暢,以保證密封效果,減少磨損;液壓缸應能承受較大的液壓,因此應具有足夠的強度和剛度。端蓋位于氣缸的兩端,與氣缸形成封閉的油室。因此,端蓋及其連接件應具有足夠的強度。在設計中不僅要考慮強度,還要選擇加工性能較好的結構形式。導套引導并支撐活塞或柱塞。有些液壓缸由端蓋孔直接導向,沒有導向套。這種結構簡單,但磨損后必須更換端蓋。研磨管
