
我們的視頻卻能以直觀、生動的方式,讓您感受到產品的獨特之處。觀看視頻,讓管聲測管廠家直營自己向您展示它的卓越品質和出色性能。
以下是:管聲測管廠家直營的圖文介紹
焊管常用材質為:Q235A,Q235C、Q235B、16Mn、20#、Q345、L245、L290、X42、X46、X60、X80、0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb等。 焊接鋼管采用的坯料是鋼板或帶鋼,因其焊接工藝不同而分為爐焊管、電焊(電阻焊)管和自動電弧焊管。因其焊接形式的不同分為直縫焊管和螺旋焊管兩種。因其端部形狀又分為圓形焊管和異型(方、扁等)焊管。焊管因其材質和用途不同而分為如下若干品種: GB/T3091-2008(低壓流體輸送用焊接鋼管):主要用于輸送水、煤氣、空氣、油和取暖熱水或蒸汽等一般較低壓力流體和其它用途管。其代表材質為:Q235A級鋼。


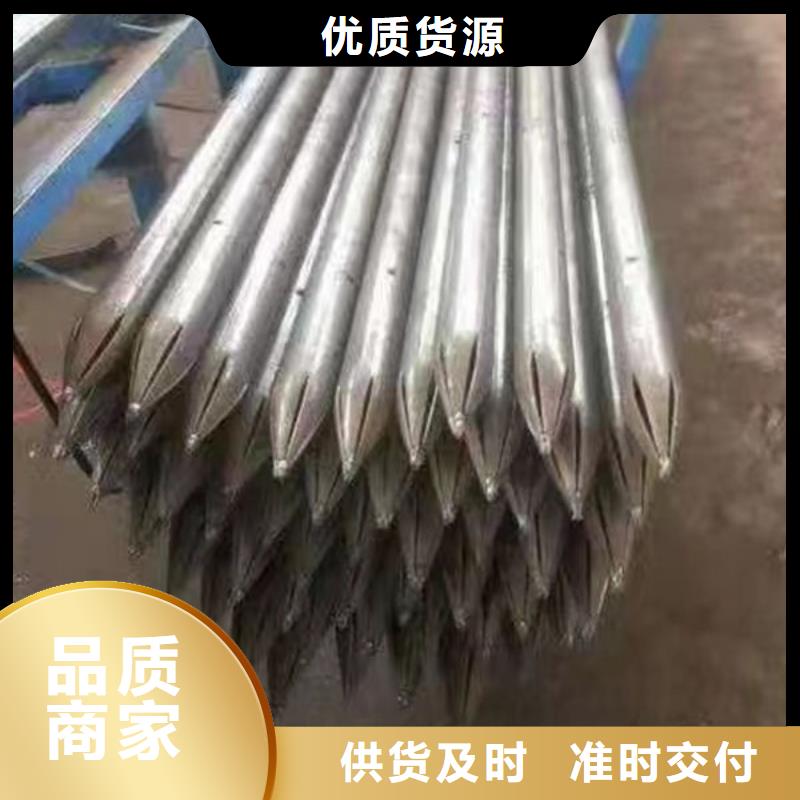
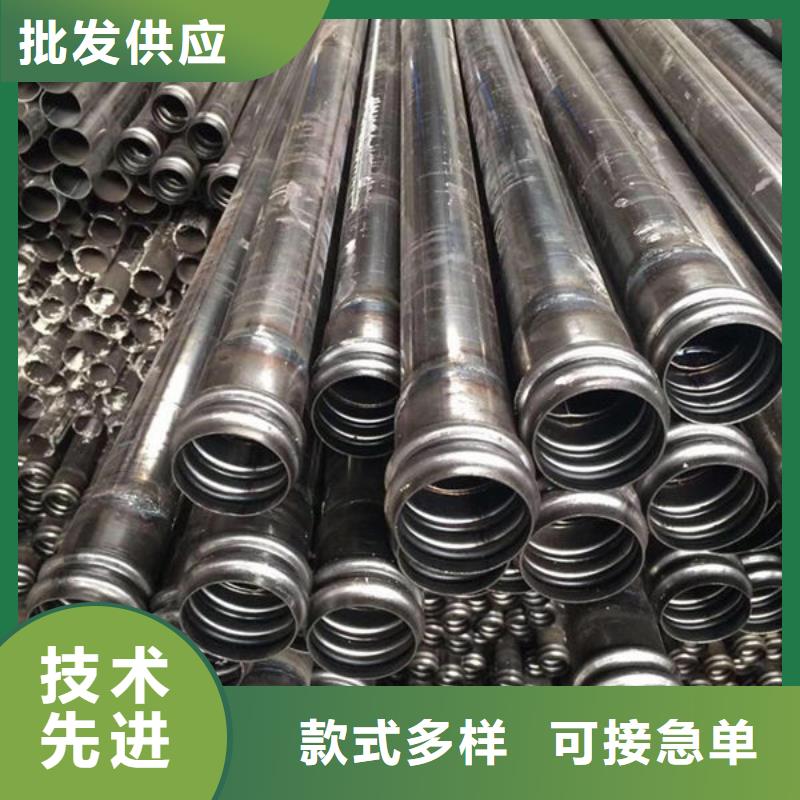
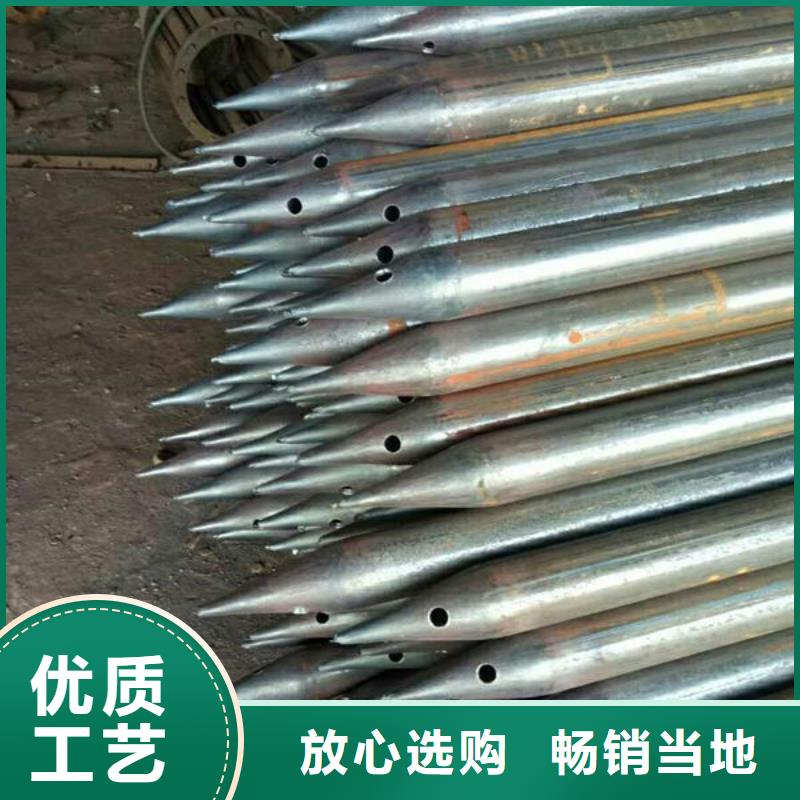
鋼花管常規規格:42mm、48mm、50mm、60mm、89mm、108mm。可根據特殊要求加工定制。鋼花管施工工藝;a側放樁位,用鉆機進行鉆孔,并清孔;b將鋼花管桿體打入孔中,通過壓降接頭把水泥漿壓入鋼花管;c直至出現壓力急劇上升而灌滿巖孔,迅速堵漿土封口。聲測管 對于巖體較軟弱破碎,節理裂隙發育的巖層較為適宜,施工及錨固效果較好。 鋼花管,主要用于自穩時間段的軟弱破碎帶,淺埋段,洞口偏壓段、砂層段、砂卵石段、斷層破碎帶等地段的預支護。通過注漿技術泥沙漿液滲透透進巖層的巖土體中,能有效改善巖土體的物理力學性能,提高巖層自身的抗滑能力。注漿后鋼管留在巖層中,提供一定的錨固和阻滑作用,提高了巖層的穩定系數。



焊管工藝流程 原材料開卷—平整—端部剪切及焊接—活套—成形—焊接—內外焊珠去除—預校正—感應熱處理—定徑及校直—渦流檢測—切斷—水壓檢查—酸洗—終檢查(嚴格把關)—包裝—出貨。 產品特點 直縫焊管生產工藝簡單,生產效率高,成本低,發展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~100%,而且生產速度較低。


在較深的橋梁碼頭高層建筑鉆孔灌注樁施工中,對于灌柱樁基檢測要求采用聲波透射法檢測樁基質量,按照設計要求應該預埋檢測管(聲測管)。樁徑0.8m以下的需埋設兩根檢測管,兩根檢測管必須固定在鋼筋籠內同一直線上。樁徑0.8m-2.0m的需埋設三根檢測管,三根檢測管必須呈等腰三角形固定在鋼筋籠內。2.0m以上的需埋設四根檢測管,四根檢測管必須呈正方形固定在鋼筋籠內。常規要求采用外徑50-60mm的鋼管,壁厚3.5mm左右,施工中采取現場焊接法。這種方法在施工中所需成本高,操作復雜,給現場施工帶來極大不便,施工成本只占普通焊管成本1/3左右。大大提高了工作效率,降低了施工成本。聲測管



寶益德鋼管有限公司(伊犁分公司)現有初中高級專業技術人員123人,經濟實力雄厚,技術力量強大,主要生產 聲測管, 聲測管產品暢銷全國二十多個省、市、自治區,并出口東南亞。企業已通過ISO9001質量管理體系認證。本廠以誠信為本,以良好的 聲測管產品質量和完善的售后服務,贏得了廣大用戶的贊譽。