



更新時間:2025-02-01 02:04:14 瀏覽次數:1 公司名稱:許昌 建貿機械設備有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 66000/臺 |
| 發貨期限 | 24h |
| 供貨總量 | 99 |
| 運費說明 | 包郵 |
| 最小起訂 | 1 |
| 質量等級 | 優 |
| 是否廠家 | 是 |
| 產品材質 | 鋼材 |
| 產品品牌 | 河南建貿 |
| 產品規格 | JMW2-32 |
| 發貨城市 | 河南長葛 |
| 產品產地 | 河南長葛 |
| 產品型號 | JMW2-32 |
| 可售賣地 | 全國 |
| 產品顏色 | 紅色 |
| 質保時間 | 一年 |
| 品牌 | 河南建貿 |
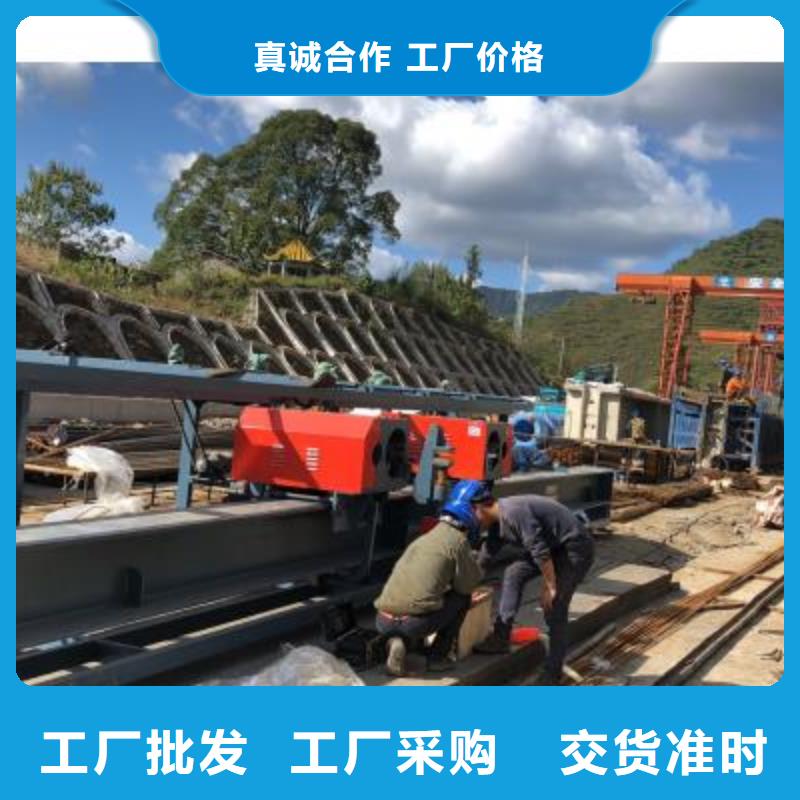
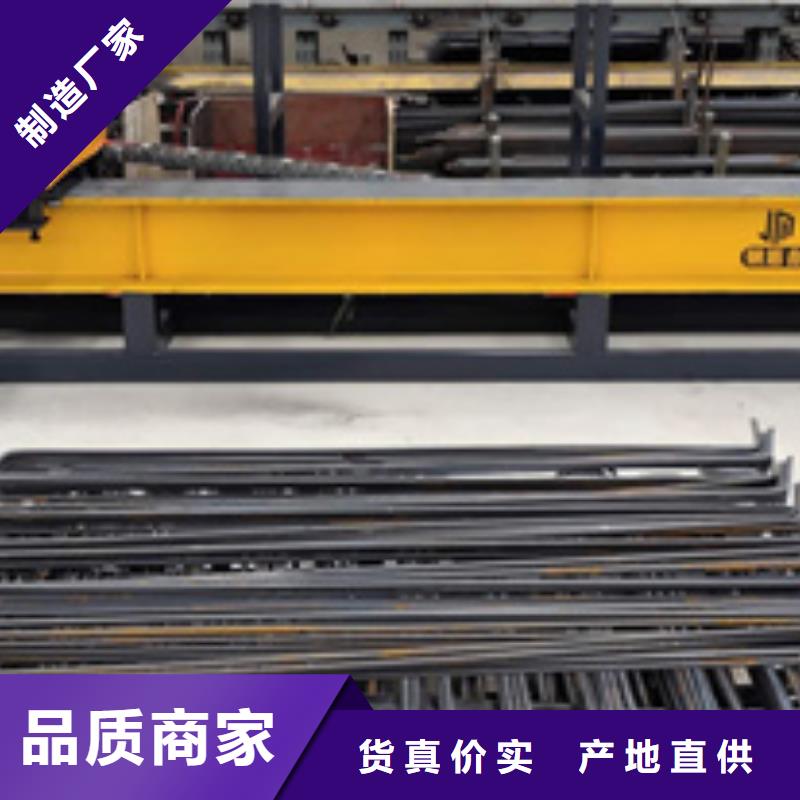
| 產品名稱 | 數控鋼筋彎曲中心 |




應按機械銘牌規定換標 限制直徑并調換相應的芯軸.這樣才能正常運行嚴禁在彎曲鋼筋的作業半徑內和機身不設固定的一側站人.彎曲好的半成品應堆放整齊彎鉤不得朝上.轉盤換向時必須在停穩后進行.這個是非常重要的數控鋼筋彎曲中心在運轉的過程中嚴禁更換芯軸、成型軸和變換角度及調速,嚴禁在運轉時加油或清掃。操作的過程中要熟悉倒順開關控制工作盤額旋轉方向,鋼筋放置要和擋架、工作盤旋轉方向相配合,不得放反。如果需要改變工作盤的方向必須在停機以后進行,即從正轉—停—反轉,不允許直接從正轉—反轉或從反轉—正轉。
特點一:12C實用經濟型數控彎曲中心采用全進口德國和日本(PLC)控制及進口伺服(CNC)電機驅動,自動完成鋼筋定尺、調直、切斷、彎箍,快速、省人、省料、省地;特點二:進口(PLC)控制和伺服電機傳動,噪音小,生產率高并可在狹窄區域作業。特點三:先鋒12C型彎箍機設計非常先進可處理單線直徑為5~13,雙線直徑為 5~10的光圓冷軋及熱軋鋼筋用戶并可選購鋼筋的防扭轉配置(擁有 );特點四:實現全自動不間斷的彎曲成形加工流程。設備以盤條鋼筋為原料,能夠連續生產,原料基本沒有浪費;.控制電腦可以存儲很多種不同曲線,自動進行箍筋的成形,簡便而且快速;數控鋼筋彎箍機占地面積很小,節省了大量的空間;伺服電機傳動,尺寸非常準確、噪音很小,省電;具有生產任務批處理與生產統計功能,大大提高了生產效率,便于管理;6.可代替 10-15 名工人生產效率。
第二步: 盤筋上料將盤筋吊于放線架上載重2T1.7M立柱可定制成伸縮型。
第三步: 主筋穿絲并加緊
工人將主筋抖落分布于分料盤的圓周上;同時穿入固定盤和移動盤環形模板的導管內;并在移動盤的導管內用螺栓夾緊。
分料盤系統由多個分料盤組成與固定盤相連并可跟隨同步旋轉運動;端部的輥輪可減少旋轉阻力。
夾緊時注意每根主筋的錯位長度通常是1M左右。
第四步:盤筋穿絲并纏繞固
焊接機械手(價格另計)焊接速度為40-60點/分鐘)
第六步:鋼筋籠與旋轉盤分離
切斷繞筋:移動盤前移鋼筋籠與固定盤分離;松開主筋與移動盤導管的螺栓;移動盤前移鋼筋籠與移動盤分離。
第七步: 卸籠降下液壓支撐
卸籠行吊或人推滾下。
在整個焊接過程中為防止鋼筋籠因自重而變形需配置多個液壓支撐裝置。
專門設計的液壓站采用國內通用的液壓組件持久耐用具有互換性。
第八步: 移動盤復位準備下一個生產循環鋼筋籠滾焊機全自動鋼筋籠滾焊機

數控鋼筋彎曲中心方面需要注意的事件,數控鋼筋彎曲中心到位的工作原理為其使用打下了良好的基礎,無論是在加工的速度以及效率上還是在動力充足的電機上都有著很好的表現,那么在使用的時候需要注意哪些事項呢? 和一般的機器一樣,在使用設備之前需要對其進行簡單的檢查,首先是設備的固定位置,檢查設備的存放位置是不是在平整干凈的地方同時確保加工的地方沒有人來回走動。如果設備采用的是移動式設計,在使用的時候不要忘記將設備固定好。
GL-2-12 彎曲中心技術配置
鋼筋直徑范圍 6-32mm,直條
彎曲角度 0-320°可正、反雙向彎曲
彎曲精度 ±1°
小中心距 400mm
小曲邊長度 50mm
速度調整長度 進口品牌CNC數控系統,無級可調
總功率(電源) 17KW(380V 50HZ)
氣路壓力 0.6Mpa
機頭移動速度 0.5-1m/s
整機重量 5000kgs
加工范圍 鋼筋直徑Φ(mm) 10 12 14 16 20 22 25 28 32
鋼筋數量(根) 7 6 5 4 3 2 2 1 1

全自動鋼筋彎曲中心是對建筑用鋼筋進行自動化高量彎曲的加工設備,可加工中鐵,核電項目等專用鋼筋。操作簡單性能穩定,尤其適合大規格箍筋的加工成型,只需1-2名操作工節省勞動力。
1.產品性能佳,操作簡單,測長容易,自動彎曲,快速成型。
2.搞笑卓越的生產率。
3。成品加工誤差小,大幅度降低人工成本,提高工程質量
4.使用成本低,設備免維護。
鋼價加工直徑范圍:直徑6-32mm.
彎曲角度:正彎,0度-180度;反彎,0度-120度
彎曲方向:雙向彎曲。
彎曲精度:正負0.5度
長度精度:正負1mm/m
小彎曲軸間距:500mm
彎曲速度:60度/s
彎曲短邊長度:50mm
設備外尺寸;12000mm*2100mm*1600mm
設備電控:總功率15.5KW(實際功率量7.5KW)380V,50-60Hz
 宜春市數控鋼筋彎曲中心河南建貿機械設備有限公司
建貿機械設備有限公司
宜春市數控鋼筋彎曲中心河南建貿機械設備有限公司
建貿機械設備有限公司
第二步: 盤筋上料將盤筋吊于放線架上載重2T1.7M立柱可定制成伸縮型。
第三步: 主筋穿絲并加緊
工人將主筋抖落分布于分料盤的圓周上;同時穿入固定盤和移動盤環形模板的導管內;并在移動盤的導管內用螺栓夾緊。
分料盤系統由多個分料盤組成與固定盤相連并可跟隨同步旋轉運動;端部的輥輪可減少旋轉阻力。
夾緊時注意每根主筋的錯位長度通常是1M左右。
第四步:盤筋穿絲并纏繞固
焊接機械手(價格另計)焊接速度為40-60點/分鐘)
第六步:鋼筋籠與旋轉盤分離
切斷繞筋:移動盤前移鋼筋籠與固定盤分離;松開主筋與移動盤導管的螺栓;移動盤前移鋼筋籠與移動盤分離。
第七步: 卸籠降下液壓支撐
卸籠行吊或人推滾下。
在整個焊接過程中為防止鋼筋籠因自重而變形需配置多個液壓支撐裝置。
專門設計的液壓站采用國內通用的液壓組件持久耐用具有互換性。
第八步: 移動盤復位準備下一個生產循環鋼筋籠滾焊機全自動鋼筋籠滾焊機