精密鋼管加工貨源充足
更新時間:2025-01-04 21:24:35 瀏覽次數:2
以下是:精密鋼管加工貨源充足的產品參數
| 產品參數 |
|---|
| 產品價格 | 電議 |
|---|
| 發貨期限 | 3 |
|---|
| 供貨總量 | 電議 |
|---|
| 運費說明 | 電議 |
|---|
| 質量等級 | 一級 |
|---|
| 品牌 | 鑫中冶 |
|---|
| 是否可加工定制 | 是 |
|---|
| 計重方式 | 過磅 |
|---|
| 規格 | 齊全 |
|---|
| 材質 | 碳鋼 合金鋼 |
|---|
以下是:精密鋼管加工貨源充足的圖文視頻
導讀 精密鋼管加工貨源充足,金海金屬材料有限公司為您提供精密鋼管加工貨源充足,聯系人:季經理,電話:13153807804、13734465888,QQ:597671230,請聯系金海金屬材料有限公司,發貨地:聊城開發區蔣管屯鎮杜丹江路東首100號發貨到江西省 宜春市 袁州區、奉新縣、萬載縣、上高縣、宜豐縣、靖安縣、銅鼓縣、豐城市、樟樹市、高安區。 江西省,宜春市 宜春市是2004年中華人民共和國第五屆農民運動會、2009年央視中秋晚會以及每年一度月亮文化節舉辦地,享有“月亮之都”、“亞洲鋰都”之稱,先后獲中國宜居城市、中國旅游城市、全國綠化模范城市、森林城市等稱號。宜春市交通便利,有鐵路6條,高速公路10條,境內縣縣通高速,宜春明月山機場通航18個城市。



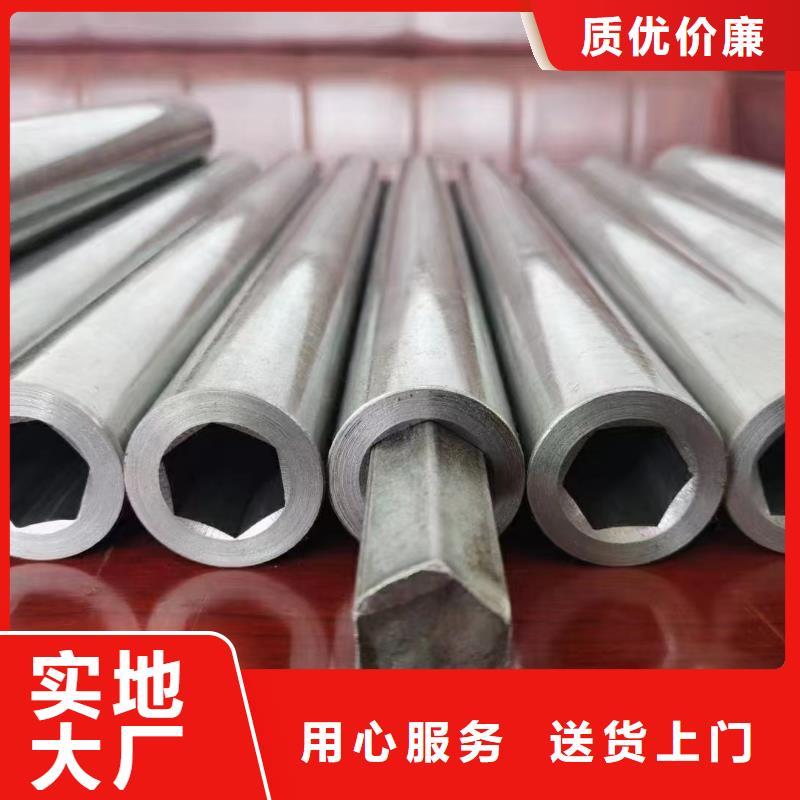
、由于無縫鋼管精細鑄造的縮短大大超越鑄鐵,為避免鑄件呈現縮孔、無縫鋼管縮松缺點,在鑄造工藝上大都選用冒口和、冷鐵和補助等辦法,以完成次序凝結。
為避免無縫鋼管鑄件發生縮孔、縮松、氣孔和裂紋缺點,無縫鋼管應使其壁厚均勻、避免尖角和直角結構、在鑄型用型砂中加鋸末、在型芯中加焦炭、以及選用空 心型芯和油砂芯等來改進砂型或型芯的讓步性和透氣性。
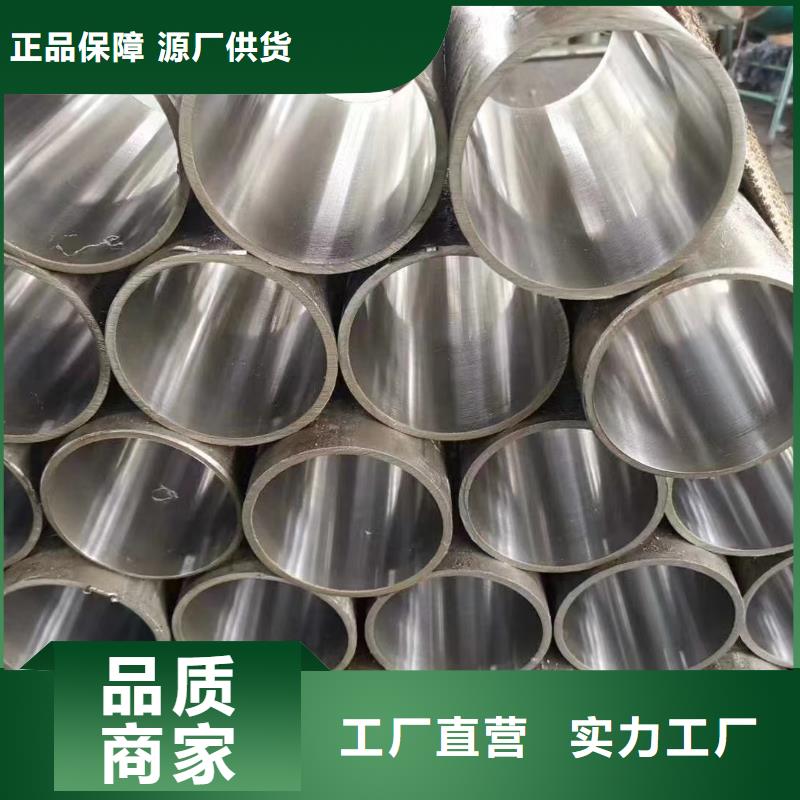
2、由于鋼液的流動性差,為避免無縫鋼管鑄鋼件發生冷隔和澆缺乏,鑄鋼件的壁厚不能小于8mm;選用干鑄型或熱鑄型;恰當進步澆注溫度,一般為1520°~1600℃,由于澆注溫度高,鋼水的過熱度大、堅持液態的時間長,流動性可得到改進。可是澆溫過高,無縫鋼管會引起晶粒粗大、熱裂、氣孔和粘砂等缺點。因而一般小型、薄壁及形狀雜亂的精細鑄造件,其澆注溫度約為鋼的熔點溫度+150℃。
以上是小編總結的一些資料,本公司生產的無縫鋼管,質量有保障,歡迎咨詢。


總結 您是想要在江西省宜春市采購高質量的精密鋼管加工貨源充足產品嗎?金海金屬材料有限公司是您的不二之選!我們致力于提供品質保證、價格優惠的精密鋼管加工貨源充足產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:季經理-13734465888,QQ:597671230,地址:《開發區蔣管屯鎮杜丹江路東首100號》。