



精密鋼管精密管生產安裝視頻中的每一個細節,都仿佛在訴說著產品的故事,讓你在欣賞的同時,也能深深地感受到它的價值與意義。
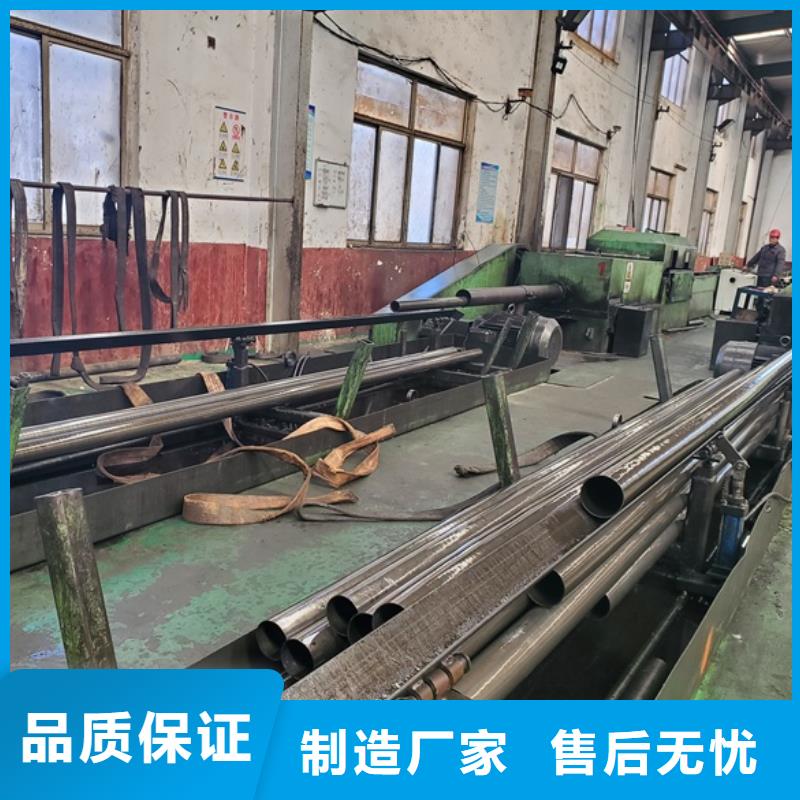
以下是:湖北宜昌精密鋼管精密管生產安裝的圖文介紹

湖北宜昌精密鋼管(SSAW)是帶鋼卷管時其前進方向與成型管中心線有成型角(可調整),邊成型邊焊接,其焊縫成螺旋線,優點是同一規格的帶鋼可生產多種直徑規格的鋼管,原料適應范圍較大,焊縫可避開主應力,受力情況較好,缺點是幾何尺寸較差,焊縫長度相比直縫管長,易產生裂紋、氣孔、夾渣、焊偏等焊接缺陷,焊接應力呈拉應力狀態。 湖北宜昌精密鋼管生產廠家國外將此工藝改進后將原料改為,使成型與焊接分開,經預焊和精悍,焊后冷擴徑,則其焊接質量接近UOE管,目前國內尚無此種工藝,是我國廠改進的方向。“西氣東輸”所用仍然是按傳統工藝生產,只是管端進行了擴徑。美國、日本和德國總體上否定SSAW,認為主干線不宜使用SSAW;加拿大和意大利部分使用SSAW,俄羅斯少量使用SSAW,而且都制定了非常嚴格的補充條件,由于歷史原因,國內主干線多數還是使用SSAW。


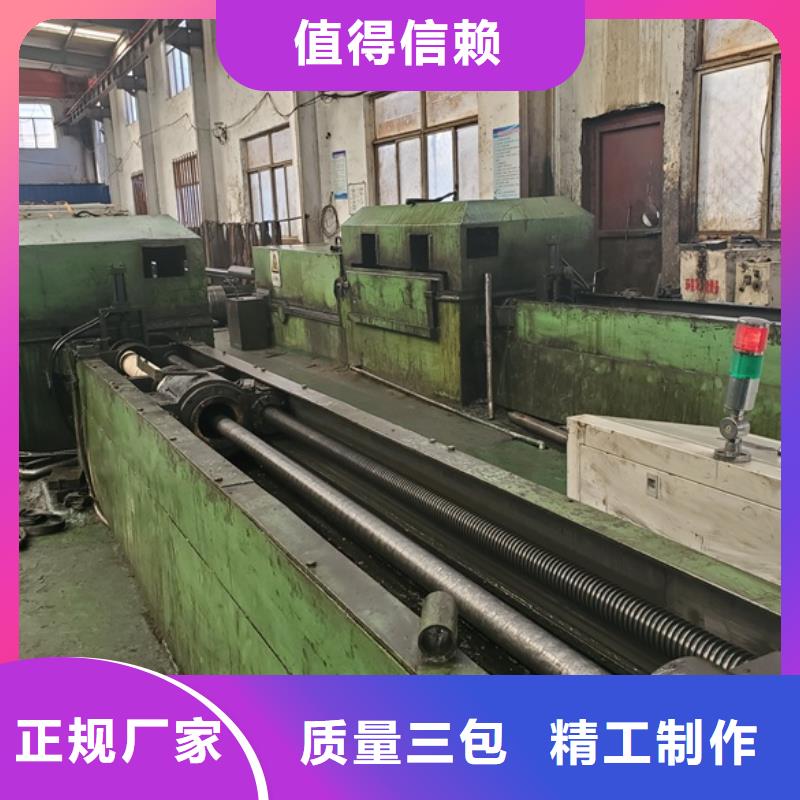
20#湖北宜昌精密鋼管加工焊接之前應徹底除掉有害于焊接的銹 、油、水份、油漆等,選定適合鋼種的焊條。點焊時間距比碳鋼點焊間距短,除掉焊渣時應使用20#湖北宜昌精密鋼管刷。 20#湖北宜昌精密鋼管如何進行折彎處理 20#湖北宜昌精密鋼管怎樣進行折彎 焊完以后,為了防止局部腐蝕或強度下降,應對表面進行折彎處理或清洗。 對熱影響區進行折彎以及必要進行熱處理。 20#湖北宜昌精密鋼管加工折彎:簿板可以折彎到180,但為了減少彎面的裂紋同半徑大小 2倍板厚的, 厚板沿壓延方向時給2倍板厚半徑,與壓延垂直方向彎曲時給4倍板厚的半徑是有必要的,特別是在焊接時,為了防止加工開裂應對焊接區進行表面折彎。



中升管業(宜昌市分公司)位于經濟開發區工業園,占地2萬平方米,注冊資金500萬,現有員工100多人,擁有先進工藝的標準化 冷軋管生產線,生產工藝先進而成熟。我們熱切地期盼與四方賓客攜手共進!




