
保障")


經(jīng)驗")
經(jīng)驗")
4、對中:兩焊管段端面要正好對中,錯邊越小越好,錯邊不能超過壁厚的10%。否則,將影響對接質(zhì)量。
5、加熱:對接溫度一般在210-230℃之間為宜,加熱板加熱時間冬夏有別,以兩端面熔融長度為1-2mm為佳。
6、切換:將加熱板拿開,迅速讓兩熱融端面相粘并加壓,為熔融對接質(zhì)量,切換周期越短越好。
7、熔融對接:是焊接的關(guān)鍵,對接過程應(yīng)始終處于熔融壓力下進行,卷邊寬度以2-4mm為宜。
8、冷卻:保持對接壓力不變,讓接口緩慢冷卻,冷卻時間長短以手摸卷邊,感覺不到熱為準(zhǔn)。
9、對接完成:冷卻好后松開卡瓦,移開對接機,重新準(zhǔn)備下一接口連接。
HDPE管道工程案例:
四川成達工程設(shè)備有限公司 HDPE管道
株洲市眾誠塑料制品有限公司 HDPE管道
洛陽坤德霖裝飾設(shè)計有限公司 HDPE管道
中十冶集團有限公司營盤坑赤泥庫工程項目部 HDPE管
出口孟加拉河務(wù)局 HDPE輸沙管 Φ718*30 400根;120萬美金
江西省冶金實業(yè)有限公司 HDPE管
江銅集團(德興)實業(yè)有限公司 HDPE排管道
福建匯景園林景觀設(shè)計工程有限公司(山西晉中市百草坡植物園HDPE灌溉管道)
經(jīng)驗")
經(jīng)驗")
經(jīng)驗")
中雄管業(yè)有限公司是一家主要生產(chǎn) 湖北宜昌MPP電力管道的大型企業(yè)。多年來憑借雄厚的技術(shù)實力,優(yōu)質(zhì)成熟的產(chǎn)品,完善的服務(wù)體系,取得了迅猛的發(fā)展,中雄管業(yè)有限公司將充分發(fā)揮自身優(yōu)勢,秉承“科技領(lǐng)先,服務(wù)市場,誠信待人,追求完美”的宗旨和“產(chǎn) 品就是人品”的企業(yè)理念,不斷進行技術(shù)創(chuàng)新、設(shè)備創(chuàng)新、服務(wù)創(chuàng)新、和管理方式創(chuàng)新來繼續(xù)研發(fā)出更多滿足未來發(fā)展需要的產(chǎn)品,推動我們 湖北宜昌MPP電力管道事業(yè)的發(fā)展。
經(jīng)驗")
經(jīng)驗")
HDPE管道的焊接步驟:
(1)HDPE管道焊接時,將兩管軸線對中,先將兩管端部點焊固定.
(2)HDPE管道與法蘭盤焊接,應(yīng)先將給水管插入法蘭盤內(nèi),點焊后用角尺找正,找平后再焊接.法蘭盤應(yīng)兩面焊接,其內(nèi)側(cè)焊接不得突出法蘭盤封閉面.
(3)HDPE管道壁厚在5mm以上時,應(yīng)切割坡口,保證充足焊透.坡口成形可采用氣焊切割或坡口機加工,但應(yīng)去除渣屑和氧化鐵,并用銼刀打磨,直接露出金屬光
(4)鋼管切割時,其割斷面應(yīng)與管子中間線垂直,以保證管子焊接完畢的同心度.
(5)法蘭要垂直于管子中間線,表面要互相平行,法蘭襯墊不得凸入管內(nèi),連接法蘭的螺栓規(guī)格應(yīng)與法蘭配套,螺桿凸出螺母長度不得大于螺桿直徑的1/2。
(6)焊接給水管時,管子接口要去除浮銹、污垢及油脂。
(7)法蘭襯墊要按照圖紙和規(guī)范要求選用,冷水系統(tǒng)采用橡膠墊,熱水系統(tǒng)采用石棉橡膠墊。
經(jīng)驗")
經(jīng)驗")
經(jīng)驗")
HDPE給水管道技術(shù)要求
顏色:管道顏色為藍色或黑色,黑色管道上應(yīng)有共擠藍色色條。沿管道縱向少有三個色帶。
外觀:管子顏色應(yīng)基本一致。管道表面應(yīng)光滑平整,無裂紋、氣泡、剝落、明確雜質(zhì)和嚴重收縮。管道的端面應(yīng)切割平整并垂直于軸線。
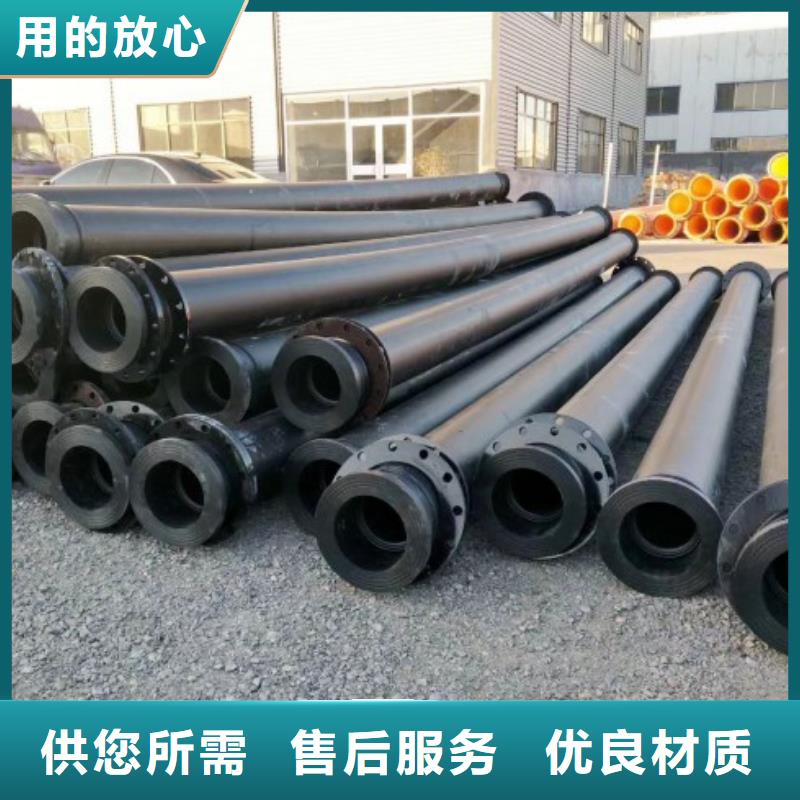
HDPE管道 pe管材 大口徑pe管 滴灌pe管
PE是polyethylene的簡稱,是乙烯經(jīng)聚合制得的一種熱塑性樹脂。聚乙烯沒有明確異味,安好無,手感似蠟,具有優(yōu)良的耐低溫性能,化學(xué)穩(wěn)定性好,能耐大多數(shù)酸堿的侵蝕,常溫下不溶于一般溶劑,吸水性小,電絕緣性能優(yōu)良。
經(jīng)驗")