
為了讓您更地了解我們的超厚板卷筒大口徑直縫焊管廠家現貨,我們精心制作了產品視頻。請花1分鐘時間觀看,您會發現更多細節和優勢。
以下是:超厚板卷筒大口徑直縫焊管廠家現貨的圖文介紹


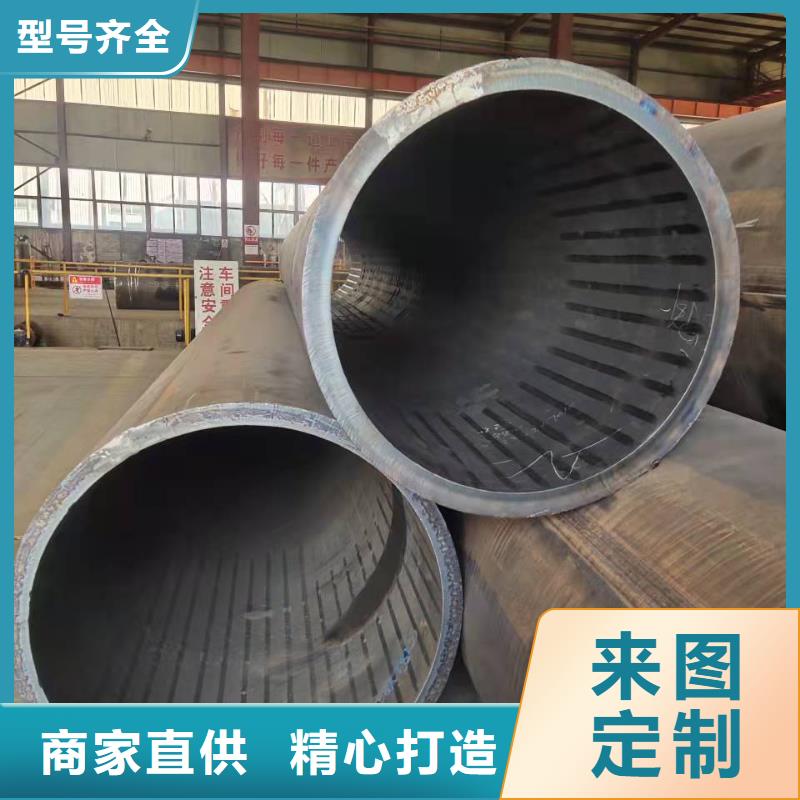
厚壁鋼板卷管錐形卷管、異形卷管工藝流程圖 錐形卷管、異形卷管成型注意事項: ①把卷板機上面的管子一端抬高,把小錐面放在低端,卷制時不斷移動大端,大端的進入速度要加快; ②在輥子的一段加一個旁輪卷錐裝置; ③在卷板機的下輥兩側裝兩個錐筒,卷制的時候把小端靠在錐筒上,小端的板邊就會倚著錐筒往里進. :大口徑卷管、厚壁卷管、大口徑厚壁卷管加工工藝流程圖



山特金屬制品有限公司長期生產銷售: 湖北宜昌橋式濾水管,我們崇尚團隊合作、在合作中共贏;我們相互尊重,相互信任,相互支持;團結就是力量 今天的我們還僅僅是一顆種子,需要每一位員工艱苦的付出與努力。創業維艱,為了建立公司的長青基業,今天我們統一思想,形成共識。我們愿與我們的客戶唇齒相依、榮辱與共、風雨同舟、共享豐盛。


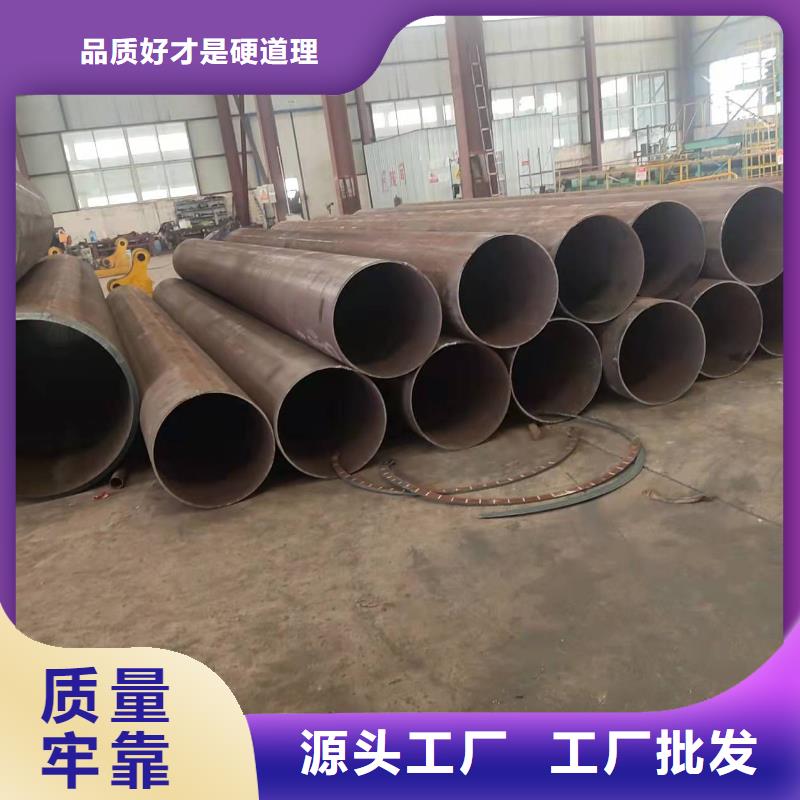
鋼板卷管根據結構的不同,合金主要類型是: (1)金屬互化物合金,各組分相互形成化合物的合金,如銅、鋅組成的黃銅(β-黃銅、γ-黃銅和ε-黃銅)等。 (2)混合物合金(共熔混合物),當液態合金凝固時,構成合金的各組分分別結晶而成的合金,如焊錫、鉍鎘合金等; (3)固熔體合金,當液態合金凝固時形成固溶體的合金,如金銀合金等; 合金的許多性能優于純金屬,故在應用材料中大多使用合金(參看鐵合金、不銹鋼)。



放樣下料 必須用鋼卷尺對鋼板進行檢查,并找正。鋼材的放樣尺寸按鋼板卷管的中徑計算,放樣后在鋼板上打上樣沖,并標出鋼板的中心線。管道坡口加工宜采用機械方法,也可采用等離子弧、氧乙炔焰等熱加工方法。火焰切割前應將鋼材表面距切割邊緣50mm范圍內的銹斑、油污等干凈。采用熱加工方法加工坡口后,應除去坡口表面的氧化皮、熔渣及影響接頭質量的表面層,并應將凹凸不平處打磨平整,切口上不得產生裂紋,并不宜有大于10mm的缺棱,切割后應邊緣上的氧化物、熔瘤和飛濺物等。機械加工時,加工表面不應出現臺階。對接坡口根據工藝及規范的要求進行加工,簿板一般采用V型坡口,厚板采有X型坡口,對于小于6mm的板材,可不加工坡口,但在反面焊接時,必須砌底清根。切口或坡口邊緣上的缺棱,當其為1~3mm時,可用機械加工或修磨平整,但不能超過的1/10;當缺棱或溝槽超過30mm時則用Φ3.2以下的低氫型焊條補焊,并修磨平整。



鋼板卷管錐形卷管、異形卷管成型注意事項: ①把卷板機上面的管子一端抬高,把小錐面放在低端,卷制時不斷移動大端,大端的進入速度要加快; ②在輥子的一段加一個旁輪卷錐裝置; ③在卷板機的下輥兩側裝兩個錐筒,卷制的時候把小端靠在錐筒上,小端的板邊就會倚著錐筒往里進. 單個氣孔回波高度低,波形為單縫,較穩定。從各個方向探測,反射波大體相同,但稍一動探頭就消失,密集氣孔會出現一簇反射波,波高隨氣孔大小而不同,當探頭作定點轉動時,會出現此起彼落的現象。? ? 產生這類缺陷的原因主要是焊材未按規定溫度烘干,焊條藥皮變質脫落、焊芯銹蝕,焊絲清理不干凈,手工焊時電流過大,電弧過長;埋弧焊時電壓過高或網絡電壓波動太大;氣體保護焊時保護氣體純度低等。如果焊縫中存在著氣孔,既破壞了焊縫金屬的致密性,又使得焊縫有效截面積減少,降低了機械性能,特別是存鏈狀氣孔時,對彎曲和沖擊韌性會有比較明顯降低
