15666354231


聯系我們

更新時間:2025-01-12 13:17:42 瀏覽次數:5 公司名稱:聊城 博瑞達有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 185/平米 |
| 發貨期限 | 1~3個工作日 |
| 供貨總量 | 8562 |
| 運費說明 | 根據地區按重量計算 |
| 最小起訂 | 5 |
| 質量等級 | 合格 |
| 是否廠家 | 是 |
| 產品材質 | 鉛 |
| 產品品牌 | 博瑞達 |
| 產品規格 | 定制 |
| 發貨城市 | 聊城 |
| 產品產地 | 聊城 |
| 加工定制 | 定制 |
| 產品型號 | GU-52 |
| 可售賣地 | 全國 |
| 產品重量 | 規格不同重量不同 |
| 產品顏色 | 銀灰 |
| 質保時間 | 一年 |
| 外形尺寸 | 可加工 |
| 適用領域 | 醫院工業 |
| 是否進口 | 否 |
| 質量認證 | 合格 |
| 產品功率 | 無 |
| 工作溫度 | 適宜 |


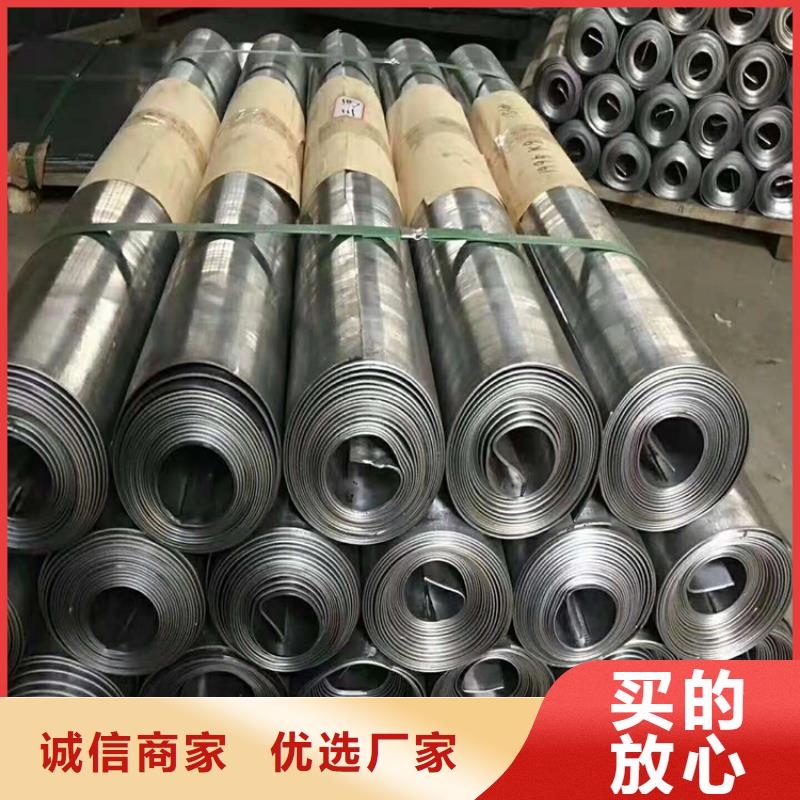

宜賓抗氧化鉛板售后無憂大廠 <宜賓> 博瑞達 49555
對于房間里的頂部防護,在上一層的地面做防護施工,如果上一層的地面不具備防護施工條件,那么房間頂部的防護就只能用鉛板做。鉛板的防護性能,效果,造價相對較高,而作為一種廉價的材料成為各大。機房室線防護工程。常規X光掃描機室牙片機室X光機室、DR室(常規拍片機和拍片機)、CT室(人斷層掃描設備)和DSA室(血管掃描儀,用于血管病的診斷和輔助手術,如心血管的搭橋手術)等等,防護的主要目的是防止X射線外泄對工作人員和相關人員造成危害。核醫學輻射防護也是工程之一,由于需要用一些有放射性元素的,如和等,為了防止這些對工作人員和造成危害,需要采取一系列的射線屏蔽防護措施。 為供給側結構性改革提供適當的貨幣條件,在保持發展的同時,幫助其他領域擴大改革空間 公司是專業生產X射線、射線防護鉛板、鉛錠、鉛玻璃、鉛磚,鉛房,鉛屏風的廠家經有關部門的認證產品達到衛生部的.特點無細孔防護性強堅固耐用生產的G-Pb鉛玻璃鉛含量達3.8%-4.2%經久耐用02MM的特殊規格可以訂做!+時代,生產依舊是大前提,沒有好產品做保障,再前沿的理念也是空中樓閣。因此,門窗企業必須鑄品,形成品牌優勢,才能在長期的競爭中成功。的崛起和消費主體的逐步化,門窗行業競爭越來越激烈,門窗發展之路勢在必行。著力解決產能過剩背后掩蓋的企業體制機制問題和發展理念、發展問題!

X射線防護鉛板的三大防護要素輻射防護主要有三大要素,即恒定防護、間隔防護和屏蔽防護,俗稱輻射防護三大方法。1.距離防護距離防護是外照射防護的一種有用方法:選擇間隔防護射線的基本原則是:當輻射源為點源時,輻射場某一點的輻射量和吸收劑量與該點與源的間隔的平方成反比。我們稱這個規律為平方反比定律,即輻射強度與間隔的平方成反比變化,增大輻射源與人體的間隔可以降低劑量率或輻射量。或者在一定的間隔之外工作,使人的輻射劑量在一個非常高的允許劑量以下,可以保證人身,進而達到防護意圖。間隔防護的關鍵是人體與輻射源的間隔化;2.時刻防護的原理是:人在輻射場中的累積劑量與時間成正比,所以在照射率不變的情況下,縮短照射時間可以減少劑量,或者人在有限的時間內工作,受到的輻射劑量可能在很高的容許劑量以下,從而保證人身,進而達到防護意圖。任何時候防護的關鍵是盡量減少人接觸輻射的時間。3.屏蔽防護的原理是:含有穿透性物質時,輻射的強度會減弱,一定厚度的屏蔽物質可以減弱輻射的強度。通過在放射源和人體之間設置足夠厚的屏蔽,可以降低輻射水平,使操作中人受到的劑量大大降低到允許劑量以下,從而保證人身,達到防護意圖。屏蔽防護的關鍵是在輻射源和人體之間放置一種能有效吸收輻射的屏蔽材料。


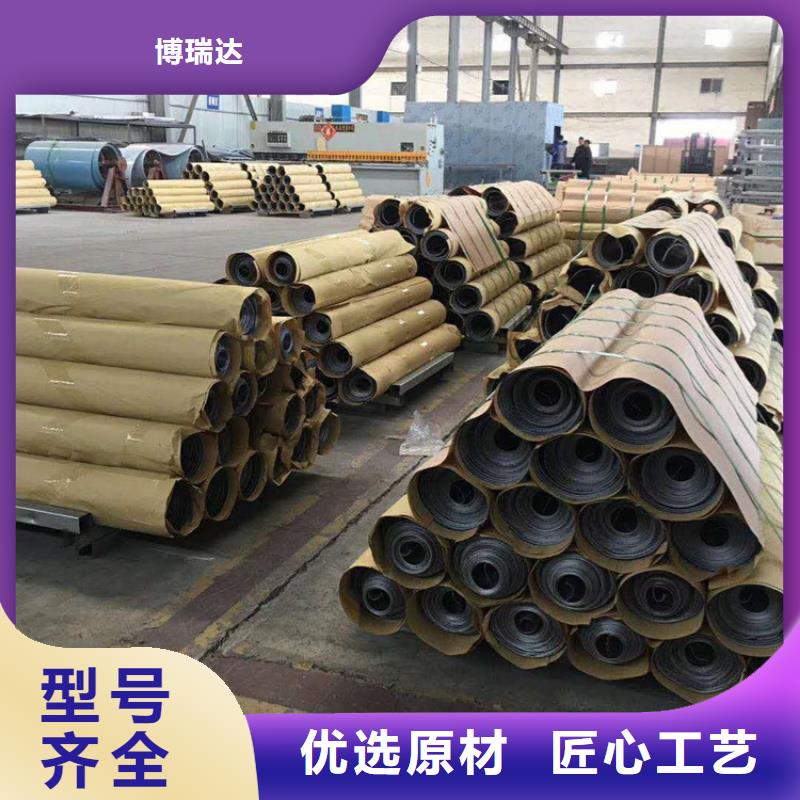
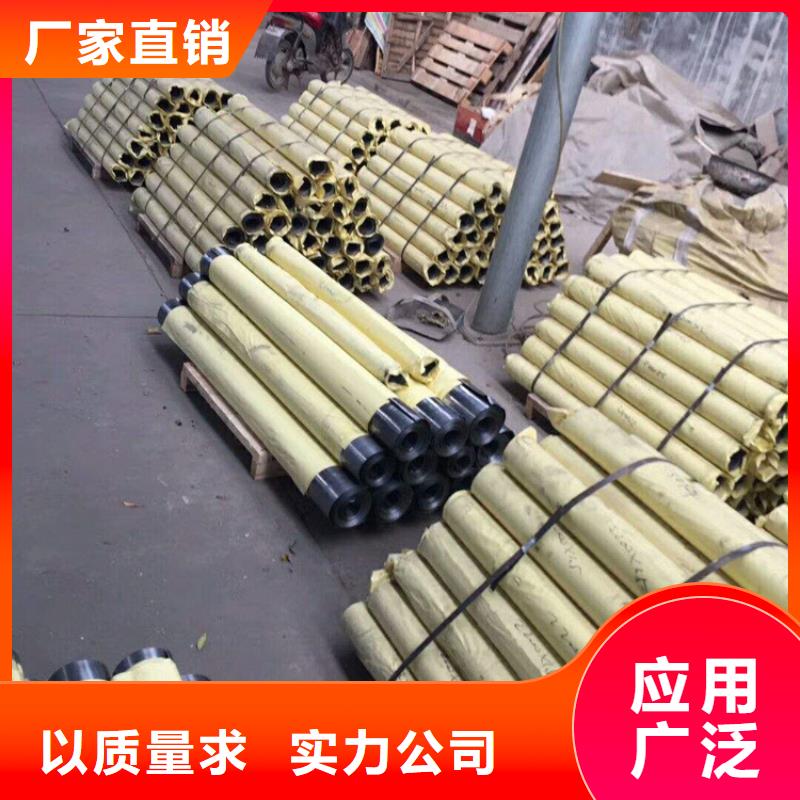
防輻射醫用鉛板生產廠家橫向觀察效果就不如圓形和正方形,但對工作者的身高要求不對于相同直徑的圓形和正方形觀察窗的觀察效果是一樣的,圓形的面積比正方形要小,醫院病房的環境直接影響到病人身體的康復,良好的休息環境對病人的康復很有幫助。所以一個干燥的環境是寄存鉛板的基本條件,同時,要注意原理火源,遠離酸堿物質,以免破壞性能,采用防水包裝,主營產品有鉛門,鉛板,鉛板,防護鉛板,醫用鉛板,射線防護鉛門,鉛皮,探傷防護門,鉛玻璃,硫酸庫存量充足。所以鉛在已經禁止生產及使用,隨著科技的高度發展,為減輕各類型的輻射污染所帶來的負面效應,鉛板加工開發多類型的防護材料和防護技術,是無鉛防護材料的開發在應用及實際工作生活中有著廣闊的前景,鉛板襯里的工藝方法。
歡迎新老客戶來電實地考察,公司全體員工將竭誠為您服務!鉛板開縫背面對焊法容易使鉛板熔穿,焊件厚度超過1mm,一般采用開縫。焊縫和接頭的外觀、規格、型號對封底* *的質量影響很大,有利于帶材運輸,使藥皮焊條在焊縫中能晃動和改變方向。此背面焊縫的焊接角度應高于平焊縫和垂直焊縫的角度。外照射防護,除上述基本措施外,還應做好工作人員的防護培訓,監測工作環境和個人劑量,及時屏蔽或暫時無用或多余的放射性物質等。有利于熔透,解決了仰焊熔透不足的難題。鈍邊的厚度要小一些,但接頭的間隙要大一些,既能很好地輸送帶材,又能獲得焊縫的高質量焊接。 步焊縫對接焊時一般采用雙層焊或雙層多道焊。焊接焊接層時,使用直徑為毫米的焊條,采用直線或直線往復條法。