




準備好領略碳鋼無縫管廠家產品的風采了嗎?我們的視頻將帶您領略產品的每一個細節,讓您在欣賞的同時,也能深深感受到產品的價值與意義。
以下是:碳鋼無縫管廠家的圖文介紹

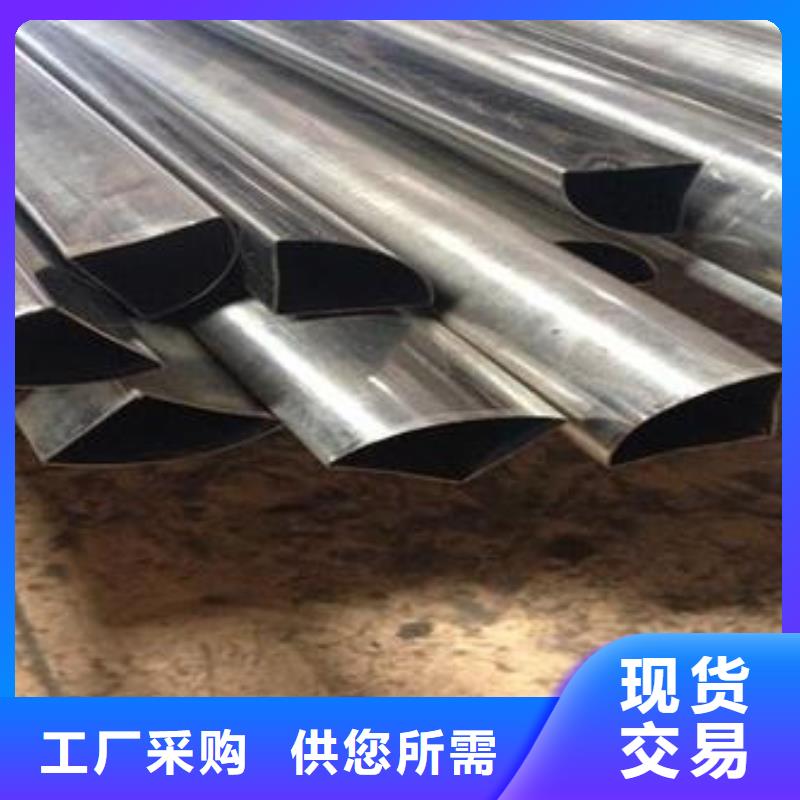
杰達通鋼管有限公司是一家專注從事 山東煙臺[薄壁無縫鋼管]的企業。主營: 山東煙臺[薄壁無縫鋼管]。公司以優良的技術實力、高素質的人才隊伍,完善的服務能力深受廣大客戶的信賴與贊揚,公司深受社會各界的支持與厚愛,已在 山東煙臺[薄壁無縫鋼管]取得良好成績。我們公司會在您的鼓勵與支持中不斷發展壯大,公司有完善周到的售前售后服務團隊,為客戶解決問題以及提供合適的行業解決方案。公司總經理及全體員工期待您的蒞臨指導!



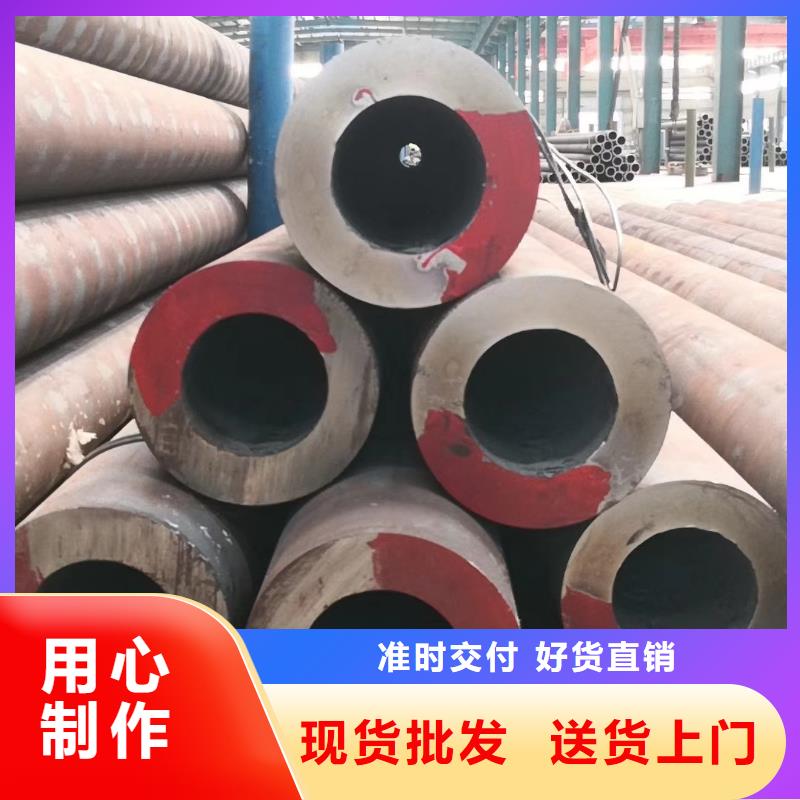
為獲得內表面質量好的大口徑無縫管,減少芯軸的磨損,必須保證芯軸和毛細管的內表面良好,因此需要去除氧化鐵,熱膨脹前毛細管內孔附著的氧化鐵皮等雜質,避免熱膨脹過程中內表面附著氧化鐵皮等雜質。 熱膨脹管的質量和芯棒的使用壽命。目前,去除附著在毛細管內孔內表面的氧化鐵皮等雜質,一般采用人工進行,毛細管兩端用專用清洗工具清洗。 操作人員是勞動密集型的,費時費力。本操作的目的是提供一種去除華爾網無縫鋼管內孔氧化鐵皮的裝置,旨在解決現有技術中去除內孔氧化鐵皮的方法存在的問題。 需要膨脹變形的毛細管采用人工方式,清洗方式為人工方式。效果差,效率低,操作人員勞動強度大,費時費力。作為一種改進的方案,靠近旋轉輥道電機一端的一對輥子的驅動輥子穿過萬向聯軸器。它與旋轉輥道電機的驅動軸相連。由于20G華爾網無縫鋼管內孔除垢裝置包括鋼管轉動機構和浮動棱鏡,鋼管轉動機構包括轉動輥道電機、輥道架和多組輥道。置于對輥的主動輥與從動輥之間,浮動棱柱置于鋼管內孔內,輥道平行軌道與水平面成一定角度,旋轉輥道電機通過傳動軸和傳動軸驅動對輥。旋轉,從而支撐和驅動鋼管的圓周旋轉。鋼管內孔中的浮動棱柱在自身形狀和自重的作用下始終處于鋼管體底面,不隨鋼管體轉動。相對摩擦去除附著在鋼管內孔內表面的氧化鐵皮等雜質。該過程由機械完成,降低了工作人員的勞動強度,提高了工作效率。 同時也有效減少了熱膨脹管的內孔磨損,降低生產成本。




華爾網無縫鋼管不均主要表現為螺旋狀壁不均、直線狀壁厚不均及頭尾部壁厚偏厚、偏薄等現象。詳細為:螺旋狀壁厚不均成因是:穿孔機軋制中心線不正、兩軋輥的傾角不等或頂頭前壓下量太小等調整緣由形成的壁厚不均,普通沿鋼管的全長呈螺旋狀散布。首要方法是調整穿孔機軋制中心線,使兩軋輥的傾角持平,按軋制表給定參數調整軋管機。 直線狀壁厚不均成因:芯棒預穿鞍座高度調整不適宜,芯棒預穿時接觸到某一面的毛管,致使毛管在接觸面上溫降過快,形成壁厚不均以至拉凹缺陷。連軋軋輥空隙過小或過大。軋管機中心線誤差。單、雙機架壓下量不均,會構成法蘭單機架方向超薄(超厚)、雙機架方向超厚(超薄)的直線型對稱誤差。 調整好芯棒預穿鞍座的高度、保證芯棒與毛管對中。交換孔型及軋制規范時應丈量軋輥空隙,使理論軋輥空隙與軋制表堅持分歧。用光學對中安裝調整軋制中心線,每年大修時校正軋管機中心線。厚壁鋼管、頭、尾部壁厚不均成因:管坯前端切斜度、彎曲渡過大、管坯定心孔不正易形成鋼管頭部壁厚不均。 穿孔時延伸系數太大、軋輥轉速太高、軋制不穩定。穿孔機拋鋼不穩定易構成鋼坯尾部壁厚不均。檢查管坯質量,避免管坯前端切斜度、壓下量大,交換孔型或檢修均應校正定心孔。選用較低的穿孔速度,以確保軋制的穩定性和鋼坯壁厚的平均度。當調整滾動速度時,匹配導板將相應地調整。

