

想要真正了解異型管鍍鋅管保障產品的魅力嗎?這個視頻將以其無與倫比的視聽效果,讓您仿佛置身于產品的核心之中,感受其獨特的魅力。
以下是:山東煙臺異型管鍍鋅管保障的圖文介紹


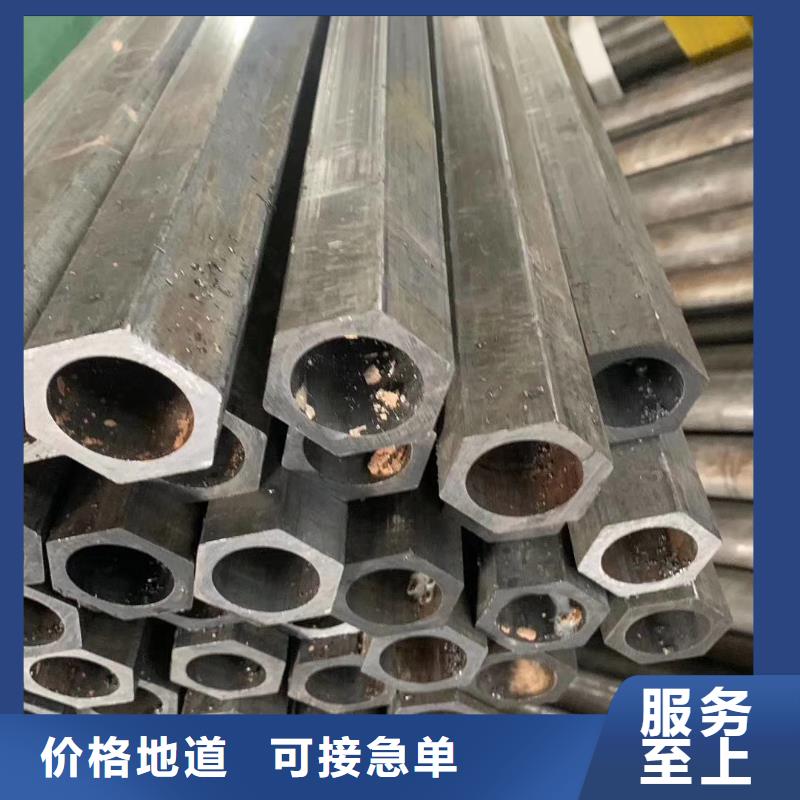
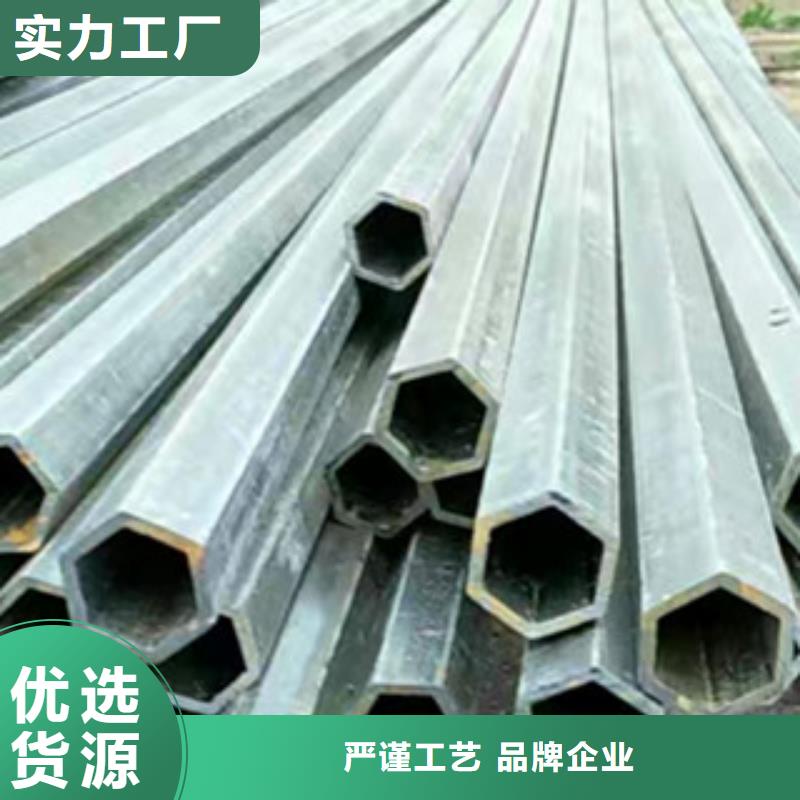
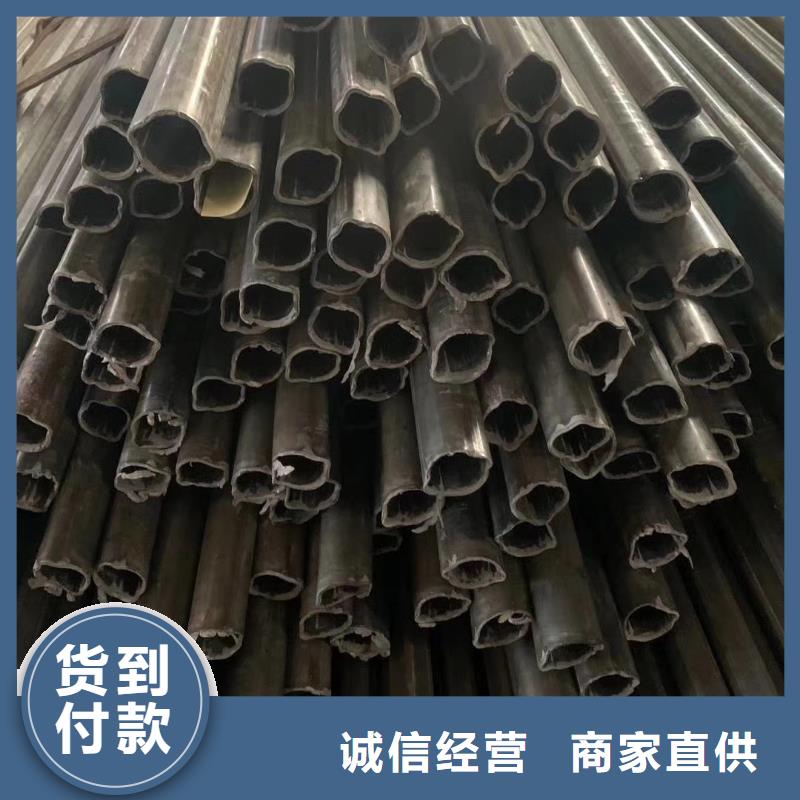
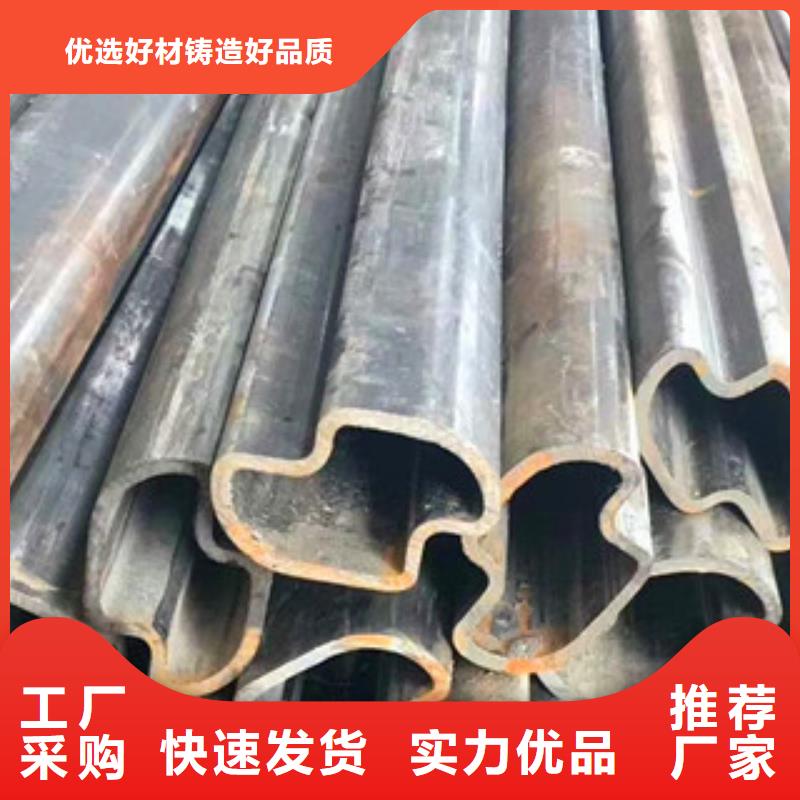
六角鋼管一般用于機械加工零部件,這種鋼大多用于制造心部強度要求較高,表面承受磨損、截面在30mm以下的或形狀復雜而負荷不大的滲碳零件(油淬),如:機床變速箱齒輪、齒輪軸、凸輪、蝸桿、活塞銷、爪形離合器等;對熱處理變形小和高耐磨性的零件,滲碳后應進行高頻表面淬火,如模數小于3的齒輪、軸、花鍵軸等。此鋼也可在調質狀態(tài)下使用,用于制造工作速度較大并承受中等沖擊負荷的零件,這種鋼還可用作低碳馬氏體淬火用鋼,更進一步增加鋼的屈服強度和抗拉強度(約增加1.5~1.7倍)。 異型管在進行熱處理時,應該注意避免加熱缺陷。過燒:加熱溫度過高,不僅引起奧氏體晶粒粗大,而且晶界局部出現氧化或熔化,導致晶界弱化,稱為過燒。鋼過燒后性能嚴重惡化,淬火時形成龜裂。過燒組織無法恢復,只能報廢。因此在工作中要避免過燒的發(fā)生。氫脆:度異型管在富氫氣氛中加熱時出現塑性和韌性降低的現象稱為氫脆。出現氫脆的工件通過除氫處理也能氫脆,采用真空、低氫氣氛或惰性氣氛加熱可避免氫脆。脫碳:鋼在加熱時,表層的碳與介質中的氧、氫、二氧化碳及水蒸氣等發(fā)生反應,降低了表層碳濃度稱為脫碳,脫碳鋼淬火后表面硬度、疲勞強度及耐磨性降低,而且表面形成殘余拉應力易形成表面網狀裂紋。 異型管熱處理過程中,過熱容易導致奧氏體晶粒的粗大,使機械性能下降。異型管過熱缺陷可以分為以下三種:粗大組織的遺傳:有粗大馬氏體、貝氏體、魏氏體組織的鋼件重新奧氏化時,以慢速加熱到常規(guī)的淬火溫度,甚至再低一些,其奧氏體晶粒仍然是粗大的,這種現象稱為組織遺傳性。要粗大組織的遺傳性,可采用中間退火或多次高溫回火處理。斷口遺傳:有過熱組織的鋼材,重新加熱淬火后,雖能使奧氏體晶粒細化,但有時仍出現粗大顆粒狀斷口。產生斷口遺傳的理論爭議較多,一般認為曾因加熱溫度過高而使MnS之類的雜物溶入奧氏體并富集于晶界,而冷卻時這些夾雜物又會沿晶界析出,受沖擊時易沿粗大奧氏體晶界斷裂。一般過熱:加熱溫度過高或在高溫下保溫時間過長,引起奧氏體晶粒粗化稱為過熱。粗大的奧氏體晶粒會導致鋼的強韌性降低,脆性轉變溫度升高,增加淬火時的變形開裂傾向。而導致過熱的原因是爐溫儀表失控或混料。過熱組織可經退火、正火或多次高溫回火后,在正常情況下重新奧氏化使晶粒細化。 異型管在市面上有許多牌子,質量好的、品牌名氣大的,價格肯定高。另外看304不銹鋼管精密管的口徑,大口徑的304不銹鋼管精密管的價格較貴,一般在35~60元左右。向精密機械,汽車配件,精密加工,航空領域一般都采用精密異型鋼管這樣制造出來的異型鋼管更有優(yōu)勢,加工起來更為方便,但是普通機械加工制造又都選用普通的六角鋼管,八角鋼管,冷拔異型鋼管,價格比較便宜一些。異型管 成為解決我國大口徑鋼管短缺的重要產品來源。緩解了大口徑鋼管市場的供應緊張局面。不僅價格比較高,而且通常使用在關鍵設備和儀器上,因此異型管的材質和精密度要求以及表面光潔度要求非常的高。 熱處理工藝對橢圓管的壽命有很大影響由于鋼在加熱時,同一個模具內,各部分的溫度不均(即加熱的不均勻)就必然會造成模具內各部分的膨脹的不一致性,從而形成因加熱不均的內應力。在鋼的相變點以下溫度,不均勻的加熱主要產生熱應力,超過相變溫度加熱不均勻,還會產生組織轉變的不等時性。橢圓管其實就是一種合金的鋼材,非常的抗酸堿氣體和液體等的腐蝕侵害,但這也不能夠說它是完全不生銹的,所謂的不銹鋼其實本身的意思是不容易生銹的鋼材而已。在現在市場上所有的橢圓管類型中,橢圓管是被用的多,也是整個系列中一種鋼板材料了。



萬盛達鋼鐵(煙臺市分公司)常年銷售 六角管、冷鍍鋅管、Q355B方矩管廠家、冷鍍鋅管廠家等,我公司產品以良好的質量贏得了廣大用戶的好評,取得了良好的業(yè)績。公司現貨規(guī)格齊全,貨源充足。多年來堅持守約、保質、薄利、重義的經營理念,與廣大客商建立了牢固的合作關系,受到了廣大客戶的贊同。公司讓利于客戶,收承兌匯票,裝車免費,節(jié)假日照常發(fā)貨,并為用戶運輸,調劑余缺,歡迎廣大客戶朋友光臨惠顧!

異型鋼-型鋼是鋼材四大品種(型、線、板、管)之一。型鋼是鋼材四大品種(型、線、板、管)之一,是一種廣泛使用的鋼材。根據斷面形狀,型鋼分簡單斷面型鋼和復雜或異型斷面型鋼(異型鋼)。前者的特點是過其橫斷面周邊上任意點做切線一般不交于斷面之中。如:方鋼、圓鋼、扁鋼、角鋼、六角鋼等;常見異型鋼有熱軋窗框鋼,犁鏵鋼、汽車車輪擋圈用熱軋型鋼、履帶板用熱軋型鋼、汽車車輪輪輞用熱軋型鋼、鋼軌、造船用球扁鋼、電纜盤鋼、刮板鋼等等。 異型鋼因其使用的特殊性和單一性,往往對精度的要求比簡單斷面型鋼要高,這就對設備的能力有更高的要求。由于其斷面形狀復雜,尤其是許多特定場合專用的異型鋼,甚至很少有經驗可以借鑒,這樣使得孔型設計和生產的難度更是遠高于簡單斷面型鋼。故異型鋼的生產成本要高于簡單斷面型鋼。異型鋼因其形狀大小差別很大,很多都是某一行業(yè)或特定場合專用的,所以單一品種的市場需求量往往都不是很大。所以異型鋼生產系統(tǒng)的規(guī)模往往也并不很大。液壓精密無縫管是以精密冷拔無縫鋼管經黑色或灰色磷化工藝處理,并對磷化后的鋼管進行封閉及防銹處理而做成的精密液壓無縫鋼管。 本鋼管內外表層形成致密的磷化層,再經防銹處理后有效防止鋼管氧化,所以鋼管的防銹性能很好,同時由于鋼管表層磷化后形成的微孔磷化膜(層),可以強有力將油漆附著在鋼管表層,有效防止油漆脫落的現象,對于用于野外作業(yè)的環(huán)境中是理想的產品。使用本鋼管時建議用戶在鋼管彎曲完成后做擦洗,例如用海綿運用壓縮空氣進行經過式擦洗的辦法,當然液壓系統(tǒng)正常工作前的系統(tǒng)預擦洗也是必須的步驟。液壓系統(tǒng)中使用的鋼管主要是不銹鋼無縫管和平常無縫鋼管,不銹鋼無縫管盡管有著優(yōu)良的機械性能,但由于價格高價位,精度低,未能獲得廣泛使用。而平常無縫鋼管盡管使用廣泛,但其機械性能較差,精度比較低,使用之前通常要經過一系列的焊接、試裝、酸洗、堿洗、水洗、長期串油、試漏,工序繁雜、費時、費材不可靠,且一直未能徹底管內殘余物,成為整個液壓系統(tǒng)隨時發(fā)生故障的一大憂患。椐統(tǒng)計,液壓系統(tǒng)中有70%的故障就是這一原因造成的。 由于生產的需求,和降低生產與制造的成本的緣故,許多客戶由原本的冷拔無縫鋼管采購改為精密無縫鋼管。下邊就咱們就來理解下精密無縫鋼管的優(yōu)點和劣勢:優(yōu)點:精密無縫管成型速度快,生產產量高。且不損壞涂層,可以制成多種多樣的截面模式,以適用條件的需求。冷軋工藝可以使精密鋼管產生巨大的拉升變形,進而改善了精密鋼管的屈服點。精密鋼管的準確度高,使用戶減小了廢物的產生。劣勢:精密無縫管截面存在剩余應力,對精密無縫鋼管的總體和局部屈曲的特點產生影響;精密鋼管的截面的自由扭轉剛度比較低;冷軋精密無縫鋼管的成型壁厚較小,經受局部性的集中負荷運載的能力不足。 自行車大家可能都不會覺得到生疏,這是起初的一種代步工具,可以自己掌控自己的速度,坐在上面,用身體的力量逐步的前進。可是自行車緊要可以承載身體的力量,一并也可以到達運用自若的速度。傳統(tǒng)的無縫鋼管材料并不可以到達人類對自行車的需求,因此在考慮原材料的時候,不光僅僅要外觀悅目,緊要可以在材質的質量上獲得的保障。也許你會喜好《精密管市場價格前瞻》。精密鋼管 是OK的選擇,不光可以制作成不一樣的形狀,大小和經受力也是各有不一樣,在考慮質量上,一定要選擇對應較為適用于的,這樣才可以到達佳的。精密鋼管從自行車的總體構架,另有座椅支撐上,全都是的運用,以此來保障總體的質量。尤其是如今的很多高能力自行車,更加是可以在各個方面都完全到達佳平衡,總體的價格。


