


【全新視界!】熱鍍鋅方矩管-涂塑鋼管廠家直發產品視頻,帶你領略產品新風尚!
以下是:熱鍍鋅方矩管-涂塑鋼管廠家直發的圖文介紹


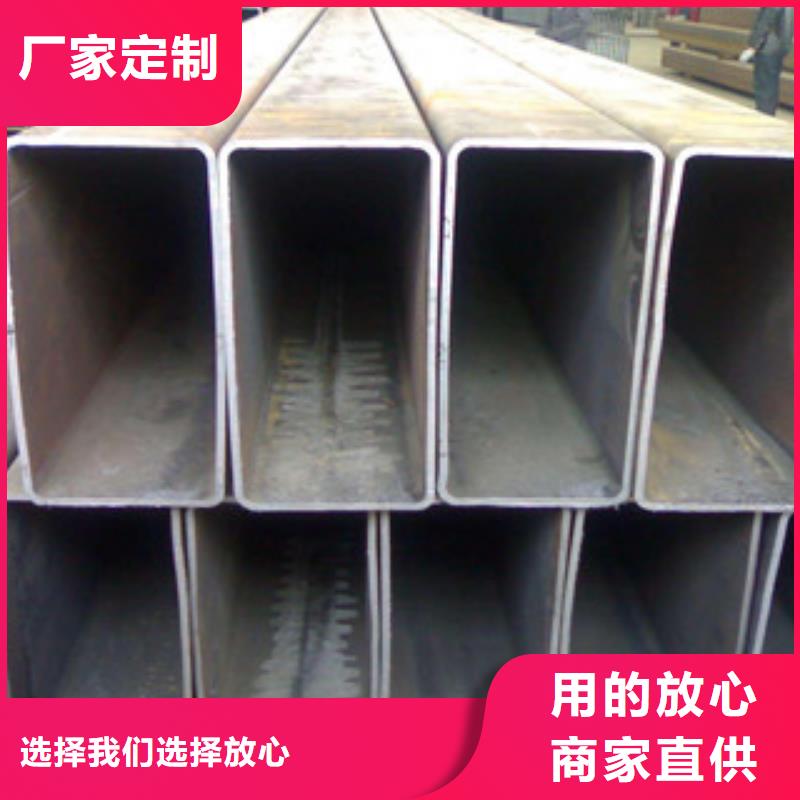
方矩管水處理的方法。蒸餾法:蒸餾法是把水加熱,變成氣體,分出混入氣相中的低沸點成分或飛沫成分,低沸點氣體放于大氣中。不揮發性不純物殘留于液相中,成為濃縮液排出。如此把水精制成高純度的水。活性炭吸附法:活性炭依靠吸附和過濾作用主要去除方矩管生產時水中的異色、異味、余氯、殘留消毒物等有機物雜質。
方矩管水處理的方法。反滲透法:它是以壓力為推動力,利用反滲透膜只能透水而不能透過溶質的選擇性,從含有各種無機物、有機物、生物的水體中,提取方矩管純水的物質分離過程。方矩管反滲透膜的孔徑小于10埃,具有極強的篩分作用,其脫鹽率高達99%,除菌率大于99.5%。EDI法又稱連續電除鹽技術,EDI裝置將離子交換樹脂充夾在陰陽離子交換膜之間形成EDI單元。這種方法不需再用酸堿對樹脂進行再生,環保性好。
方矩管水處理的方法。反滲透法:它是以壓力為推動力,利用反滲透膜只能透水而不能透過溶質的選擇性,從含有各種無機物、有機物、生物的水體中,提取方矩管純水的物質分離過程。方矩管反滲透膜的孔徑小于10埃,具有極強的篩分作用,其脫鹽率高達99%,除菌率大于99.5%。EDI法又稱連續電除鹽技術,EDI裝置將離子交換樹脂充夾在陰陽離子交換膜之間形成EDI單元。這種方法不需再用酸堿對樹脂進行再生,環保性好。



鴻順管道科技有限公司銷售: 山東煙臺熱鍍鋅鋼管廠家、熱鍍鋅鋼管、防腐鋼管、防腐鋼管廠家,品種全,價格低。產品暢銷全國多個省市自治區。產品各項指標均符合標準,產品質量可靠、性能穩定。多年來公司牢牢把握技術創高新,產品創品牌,這一永恒主題,以誠信為立企之本,不斷企業的品位,與各界新老顧客朋友共同促進,共謀發展,以創佳績。公司始終以完善服務、合理的價格服務于廣大客戶。我們將繼續致力于為客戶提供產品和滿意的服務,以贏得客戶對我們的信任和支持。


不銹鋼方管一般是不銹鋼不銹鋼方管和耐酸鋼的總稱。不銹鋼不銹鋼方管是指耐大氣、蒸汽和水等弱介質腐蝕的鋼,而耐酸鋼則是指耐酸、堿、鹽等化學浸蝕性介質腐蝕的鋼。 不銹鋼不銹鋼方管 自本世紀初面世,到現在已有90多年的前史。不銹鋼不銹鋼方管的創造是國際冶金史上的重大成就,不銹鋼不銹鋼方管的開展為現代工業的開展和科技進步奠定了重要的物質技能根底。不銹鋼不銹鋼方管鋼種很多,功用各異,它在開展過程中逐步形成了幾大類。按安排結構分,分為馬氏不銹鋼不銹鋼方管(包含沉積硬化不銹鋼不銹鋼方管)、鐵素體不銹鋼不銹鋼方管、奧氏體不銹鋼不銹鋼方管和奧氏體加鐵素體雙相不銹鋼不銹鋼方管等四大類;按鋼中的首要化學成分或鋼中的一些特征元從來分類,分為鉻不銹鋼不銹鋼方管、鉻鎳不銹鋼不銹鋼方管、鉻鎳鉬不銹鋼不銹鋼方管以及低碳不銹鋼不銹鋼方管、高鉬不銹鋼不銹鋼方管、高純不銹鋼不銹鋼方管等;按鋼的功用特色和用處分類,分為耐硝酸不銹鋼不銹鋼方管、耐硫酸不銹鋼不銹鋼方管、耐點蝕不銹鋼不銹鋼方管、耐應力腐蝕不銹鋼不銹鋼方管、高強不銹鋼不銹鋼方管等;按鋼的功用特色分類,分為低溫不銹鋼不銹鋼方管、無磁不銹鋼不銹鋼方管、易切削不銹鋼不銹鋼方管、超塑性不銹鋼不銹鋼方管等。現在常用的分類辦法是按鋼的安排結構特色和鋼的化學成分特色以及兩者相結合的辦法分類。一般分為馬氏體不銹鋼不銹鋼方管、鐵素體不銹鋼不銹鋼方管、奧氏體不銹鋼不銹鋼方管、雙相不銹鋼不銹鋼方管和沉積硬化型不銹鋼不銹鋼方管等,或分為鉻不銹鋼不銹鋼方管和鎳不銹鋼不銹鋼方管兩大類。



對于氣體來說,氧氣是可燃氣體燃燒時所必須的,以便為達到鋼材的點燃溫度提供所需的能量;另外,氧氣是鋼材被預熱達到燃點后進行燃燒所必須的。切割鋼材所用氧氣必須要有較高的純度,一般要求在99.5%以上,一些先進 的工業標準要求氧氣純度在99.7%以上。氧氣純度每降低0.5%,鋼板的切割速度就 要降低10%左右。如果氧氣純度降低0.8%-1%,不僅切割速度下降15%-20%,同時,割縫也隨之變寬,切口下端掛渣多并且清理困難,切割斷面質量 亦明顯劣變,氣體消耗量也隨著增加。顯然,這就降低了生產效率和切割質量,生產成本也就明顯地增加了。
除了氧氣之外,還可采用液氧切割,雖然一次性投資大,但從長遠看,其綜合經濟指標比想象的要好得多。氣體壓力的穩定性對工件的切割質量也是至關重要 的。波動的氧氣壓力將使切割斷面質量明顯劣變。氣壓壓力是根據所使用的割嘴類型、切割的鋼板厚度而調整的。切割時如果采用了超出規定數值的氧氣壓力,并不 能提高切割速度,反而使切割斷面質量下降,掛渣難清,增加了切割后的加工時間和費用。
除了氧氣之外,還可采用液氧切割,雖然一次性投資大,但從長遠看,其綜合經濟指標比想象的要好得多。氣體壓力的穩定性對工件的切割質量也是至關重要 的。波動的氧氣壓力將使切割斷面質量明顯劣變。氣壓壓力是根據所使用的割嘴類型、切割的鋼板厚度而調整的。切割時如果采用了超出規定數值的氧氣壓力,并不 能提高切割速度,反而使切割斷面質量下降,掛渣難清,增加了切割后的加工時間和費用。


