



深入了解滾壓管_航磨管加工廠產(chǎn)品參數(shù)產(chǎn)品,一部視頻就夠了,快來觀看!
以下是:滾壓管_航磨管加工廠產(chǎn)品參數(shù)的圖文介紹
液壓機(jī)械有限公司(煙臺(tái)分公司)遵循:“互信、互利、平等、協(xié)作”的和諧共贏合作原則,讓每一次 液壓油缸管合作使我們的每一位客戶都能盡量做到滿意;
倡導(dǎo):“科學(xué),簡(jiǎn)捷,耐勞,謙虛”的工作原則,使我們的每一位客戶能省心、省力、省時(shí)的完成每一次合作。
液壓油缸管客戶的滿意是我們的期望,客戶的期望是我們的追求。
品參數(shù)")
品參數(shù)")
珩磨管油缸管絎磨管絎磨管的優(yōu)點(diǎn)主要有以下幾點(diǎn):
1、提高表面粗糙度,粗糙度基本能達(dá)到Ra≤0.08μm左右。
2、修正圓度,橢圓度可≤0.01mm。
3、提高表面硬度,使受力變形,硬度提高HV≥4°。
4、加工后有殘余應(yīng)力層,提高疲勞強(qiáng)度提高30%。
5、提高配合質(zhì)量,減少磨損,延長(zhǎng)零件使用壽命,但零件的加工費(fèi)用反而降低。
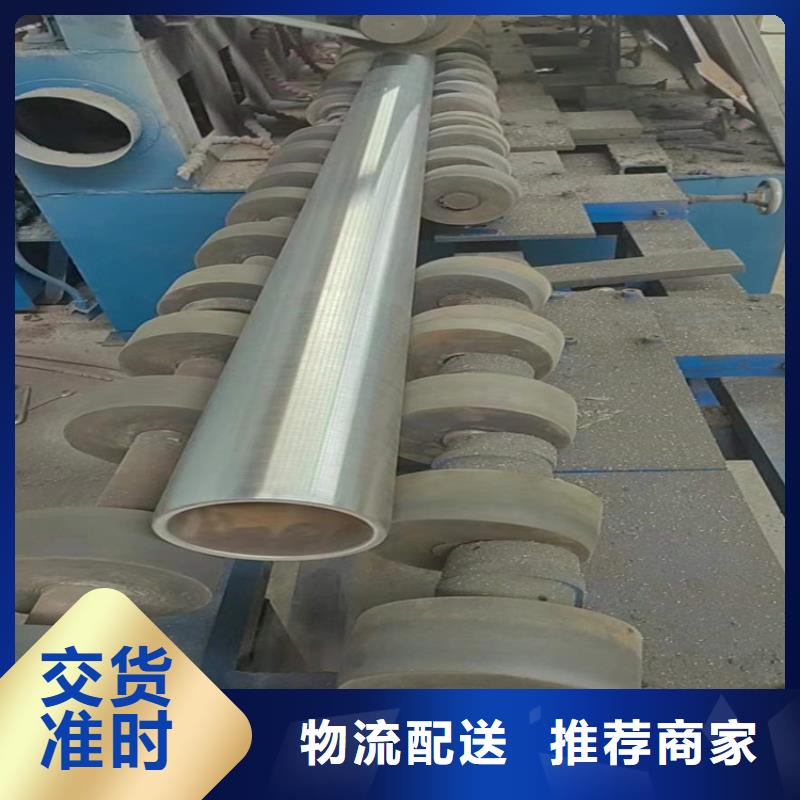
在工藝上絎磨工藝就是珩磨機(jī)進(jìn)行深孔絎磨的珩磨工藝是磨削加工的一種特殊形式,又是精加工中的一種加工方法。絎磨加工時(shí)珩磨時(shí)利用珩磨頭圓周上的一條或多條油石,同時(shí)使珩磨頭旋轉(zhuǎn)和往復(fù)運(yùn)動(dòng),零件不動(dòng);或珩磨頭只作旋轉(zhuǎn)運(yùn)動(dòng),工件來回運(yùn)動(dòng),實(shí)現(xiàn)絎磨。而滾壓加工原理:是一種壓力光整加工,是利用金屬在常溫狀態(tài)的冷塑性特點(diǎn),利用滾壓工具對(duì)工件表面施加適量的壓力,硬度和強(qiáng)度增加,從而改變了工件表面的耐蝕性和配合性。滾壓管
品參數(shù)")
品參數(shù)")
品參數(shù)")
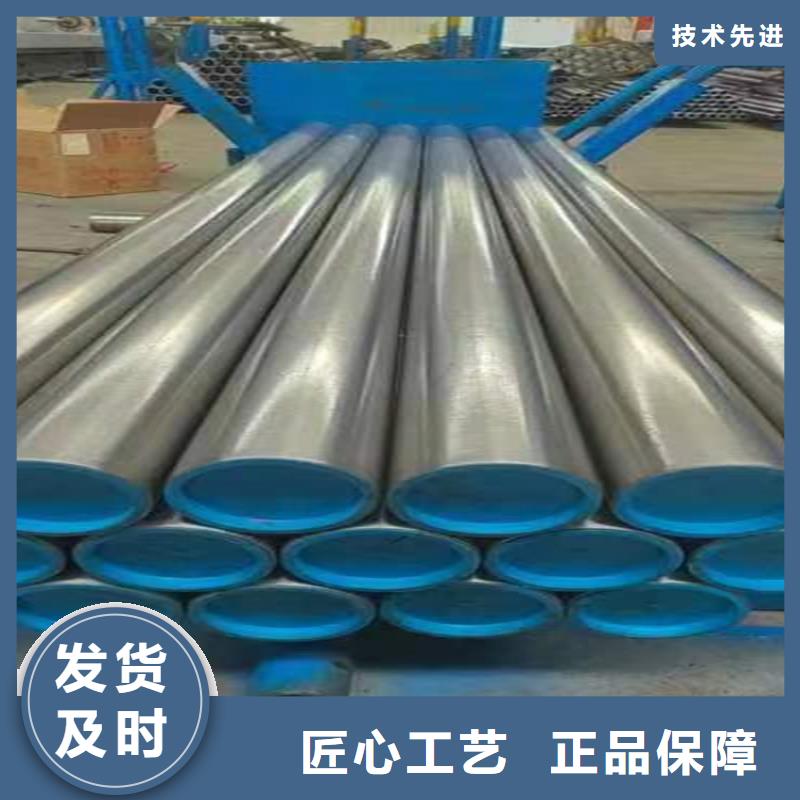
珩磨管油缸管絎磨管絎磨管按照材質(zhì)主要有45號(hào)、40Cr、42CrMo、27SiMn、304等。油缸管采用滾壓加工,由于表面層留有表面殘余壓應(yīng)力,有助于表面微小裂紋的封閉,阻礙侵蝕作用的擴(kuò)展。從而提高表面抗腐蝕能力,并能延緩疲勞裂紋的產(chǎn)生或擴(kuò)大,因而提高絎磨管疲勞強(qiáng)度。通過滾壓成型,滾壓表面形成一層冷作硬化層,減少了磨削副接觸表面的彈性和塑性變形,從而提高了絎磨管內(nèi)壁的耐磨性,同時(shí)避免了因磨削引起的燒傷。滾壓后,表面粗糙度值的減小,可提高配合性質(zhì)。滾壓加工是一種無切屑加工,在常溫下利用金屬的塑性變形,使工件表面的微觀不平度輾平從而達(dá)到改變表層結(jié)構(gòu)、機(jī)械特性、形狀和尺寸的目的。因此這種方法可同時(shí)達(dá)到光整加工及強(qiáng)化兩種目的,是磨削無法做到的。滾壓管
品參數(shù)")
品參數(shù)")
品參數(shù)")
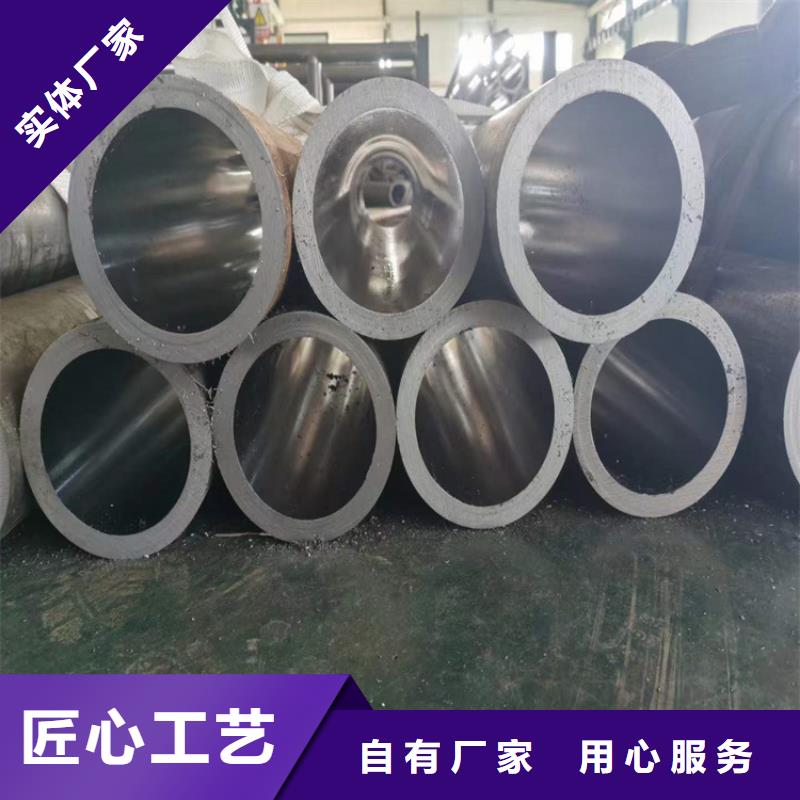
珩磨管油缸管絎磨管油缸管結(jié)構(gòu)及技術(shù)要求介紹油缸管結(jié)構(gòu)及技術(shù)要求介紹滾壓管
1、 結(jié)構(gòu)分析:
1、 φ50mm×770mm本身的圓度公差為0.005mm。
2、左端M39×2-6g螺紋精密油缸鋼管φ50mm中心線同軸度公差為φ0.05mm。
3.1:20錐軸與精密油缸鋼管φ50mm中心線的同軸度公差為φ0.02mm。
4.1:20錐面本身的圓跳動(dòng)公差為0.005mm。5.1:20錐面著色檢查,接觸面積不小于80%。
5、 φ50mm×770mm表面氮化,氮化層深度0.2~0.3mm,表面硬度62~65hrc。
品參數(shù)")

點(diǎn)擊查看液壓機(jī)械有限公司(煙臺(tái)分公司)的【產(chǎn)品相冊(cè)庫】以及我們的【產(chǎn)品視頻庫】
