

聯系我們

萬向支座【伸縮縫】實力優品
更新時間:2025-02-19 16:02:46 瀏覽次數:7 公司名稱:衡水 上沅工程技術有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 產地 | 河北 |
| 品牌 | 上沅 |
| 型號 | 多種 |
| 規格 | 齊全 |
| 材質 | Q345C |
| 顏色 | 灰色/橘黃 |
| 加工方式 | 機加工 |






支座施工鋼網架平面安裝:1)放球:將己驗收的焊接球,按規格、編號放入安裝節點內同時應將球調整好受力方向與位置。一般將球水平中心線的環形焊縫置于赤道方向。有肋的一邊在下弦球的上半:2)放置桿件:將備好的桿件,按規定的規格布置鋼管桿件放置桿件前,應檢查桿件的規格、尺寸,以及坡口、焊縫間隙將桿件放置在二個球之間,調整間隙,點固。3)平面網架的拼裝應從中心線開始,逐步向四周展開,先組成封閉四方網格,控制好尺寸后,再拼四周網格,不斷擴大。注意應控制累積誤差,一般網格以負公差為宜。4)平面網架焊接,焊接前應編制好焊接工藝和網接順序,防止平面網架變形。5)平面網架焊接應按焊接工藝規定,從鋼管下側中心線左邊20—30mm處引弧,向右焊接,逐步完成仰焊、主焊\爬坡焊、平焊等焊接位置。6)球管焊接應采用斜鋸齒形運條手法進行焊接,防止咬肉。7)焊接運條到圓管上側中心線后,繼續向前焊20-30mm處收弧。8)焊接完成半圓后,重新從鋼管下側中心線右邊20-30mm處反向起弧,向左焊接,與上述工藝相同,到頂部中心線后繼續向前焊接,填滿弧坑,焊縫搭接平穩,以保證焊縫質量。


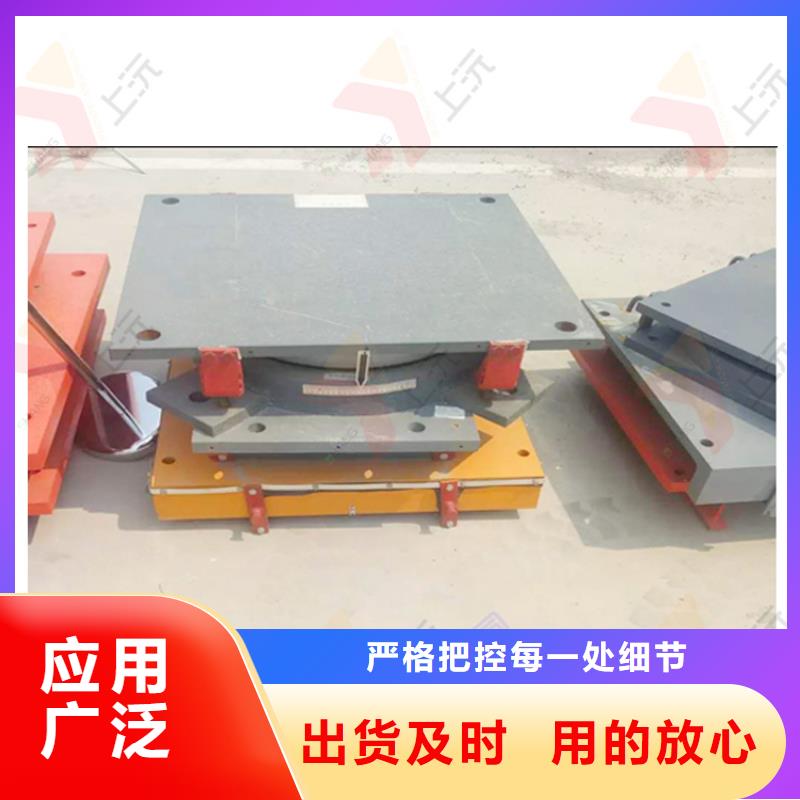
萬向支座是一種新型支座,因其承載能力高、轉角大、轉動靈活、轉動力矩與轉角無關等優點,可廣泛應用于各種跨度、各種類型的橋梁,特別適用于大跨度橋梁及寬橋、曲線橋、坡道橋等構造復雜的橋梁。支座工作原理和構造:球型支座的水平位移是由上(支座)滑板與中座板上的平面四氟板之間的滑動來實現的。另外,通過在上座板上設置導向板(槽)或導向環來約束支座的單向或多向位移,可以制成單向活動球型支座和固定球型支座。
球型支座的轉角是由中座板的凸球面與下座板上的球面四氟板之間的滑動來實現的。通常由于支座的轉動中心與上部結構的轉動中心不復合,而在中座板和下座板之 間形成第二滑動面。根據上部結構與支座轉動中心的相對位置,球面轉動方向可以與平滑動方向一致或相反。如果兩個轉動中心復合,則無平面滑動。



上沅工程技術有限公司建立了完善的售后服務體系,始終把售后服務放在和市場開拓同等重要的位置上。公司的每位員工都堅持這樣一個理念:售后服務是新銷售的開始,因此,所有來自用戶方的意見或建議均得到公司高度的重視和快速響應,直至客戶滿意為止。同樣重視售前服務,我們的市場人員在與客戶溝通的過程中,不但幫助用戶選擇到合適的 山東煙臺橡膠支座,同時也提高了自身的專業素質。與用戶的密切接觸使我們獲益匪淺,幾乎所有新 山東煙臺橡膠支座產品的設計靈感均來自用戶的建議和要求。


支座(網架鋼支座)的主要技術性能:1、可承受豎向載荷;2、具有抗豎向拉力的性能,保證豎向*震時上下結構不脫節;3、具有抗水平力的性能,保證水平*震時不落梁;4、可適應徑向、環向的位移要求;5、可適應任意方向的轉角要求;6、支座具用良好的減震性能;7、支座整體性能好;8、支座通過球面傳力,不出現力的縮頸現象,作用在上、下結構的反力比較均勻;


