

聯系我們

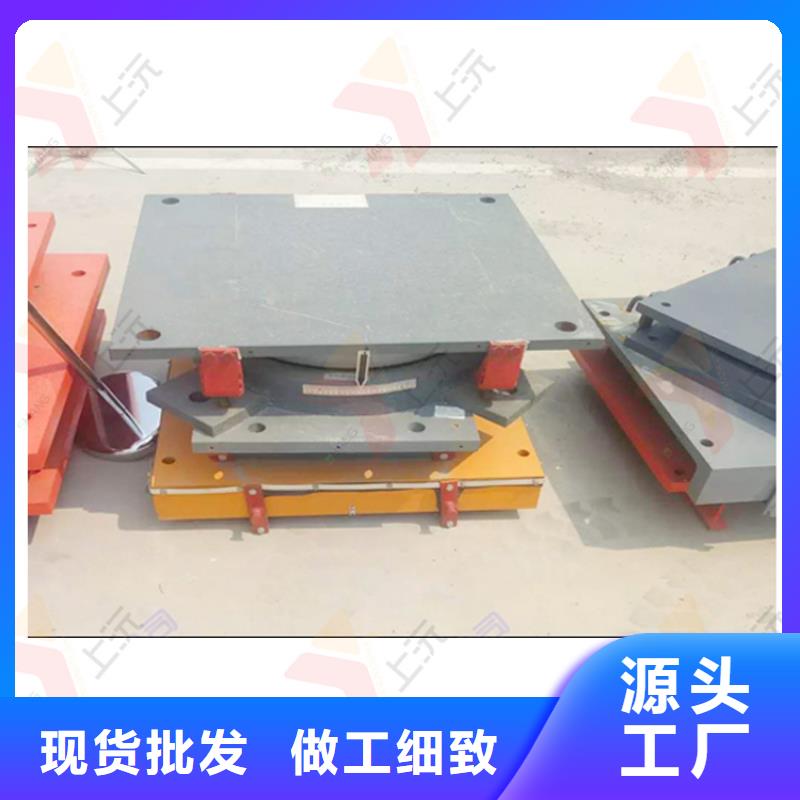
萬向支座-球鉸支座設計制造銷售服務一體
更新時間:2025-02-15 01:55:55 瀏覽次數:7 公司名稱:衡水 上沅工程技術有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 產地 | 河北 |
| 品牌 | 上沅 |
| 型號 | 多種 |
| 規格 | 齊全 |
| 材質 | Q345C |
| 顏色 | 灰色/橘黃 |
| 加工方式 | 機加工 |





始終恪守“誠信為本,客戶至上”的經營理念。愿以客戶的要求為我們的工作起點,與時俱進,銳意進取。用人性化的設計和優良的 江蘇揚州橡膠支座產品質量回報廣大客戶的選擇和信任。 上沅工程技術有限公司是一支有著凝聚力,工作配合默契的團隊,憑借雄厚的技術力量,先進的工藝裝備和可靠的 江蘇揚州橡膠支座產品質量,優良的企業文化,不斷的拓展市場,引進國際先進的自動化生產設備,擴大企業的生產規模,使 江蘇揚州橡膠支座產品走出亞洲,力求打造世界知名品牌!


支座施工鋼網架平面安裝:1)放球:將己驗收的焊接球,按規格、編號放入安裝節點內同時應將球調整好受力方向與位置。一般將球水平中心線的環形焊縫置于赤道方向。有肋的一邊在下弦球的上半:2)放置桿件:將備好的桿件,按規定的規格布置鋼管桿件放置桿件前,應檢查桿件的規格、尺寸,以及坡口、焊縫間隙將桿件放置在二個球之間,調整間隙,點固。3)平面網架的拼裝應從中心線開始,逐步向四周展開,先組成封閉四方網格,控制好尺寸后,再拼四周網格,不斷擴大。注意應控制累積誤差,一般網格以負公差為宜。4)平面網架焊接,焊接前應編制好焊接工藝和網接順序,防止平面網架變形。5)平面網架焊接應按焊接工藝規定,從鋼管下側中心線左邊20—30mm處引弧,向右焊接,逐步完成仰焊、主焊\爬坡焊、平焊等焊接位置。6)球管焊接應采用斜鋸齒形運條手法進行焊接,防止咬肉。7)焊接運條到圓管上側中心線后,繼續向前焊20-30mm處收弧。8)焊接完成半圓后,重新從鋼管下側中心線右邊20-30mm處反向起弧,向左焊接,與上述工藝相同,到頂部中心線后繼續向前焊接,填滿弧坑,焊縫搭接平穩,以保證焊縫質量。



支座適用范圍:支座適用于寬橋、曲線橋、斜拉橋、坡道橋、大跨空間結構等工程,支座技術參數。1、支座豎向承載力分為300KN、500KN、1000KN、1500KN、2000KN、2500KN、3000KN、4000KN、5000KN、6000KN、7000KN、8000KN、9000KN、10000KN十四個級別。2、支座的抗水平力為豎向承載力的20%。3、支座抗豎向拉力:GKQZ型、GJQZ型抗豎向拉力為豎向承載力的20%;GKGZ型、GJGZ型抗豎向拉力為豎向承載力的30%。4、設計轉角為0.08rad(可根據用戶要求另行設計)。5、支座的徑向位移量±20mm-±50mm,環向位移量±60mm-±100mm;6、支座滑動摩擦系數μ≤0.03(-25℃-+60℃);7、支座轉動摩擦系數μ=0.05-0.1(GKQZ型、GJQZ型)μ≤0.03(GKGZ型、GJGZ型)



支座的養護:1、支座使用期間每年定期進行一次檢查及養護。2、檢查支座地腳螺母有無剪斷,支座橡膠密封圈有無龜裂、老化。3、檢查支座相對位移是否均勻,逐個記錄支座位移量。4、支座附近的雜物及灰塵,并用棉絲仔細擦凈不銹鋼表面的灰塵。5、松動地腳螺母一次,清洗上油以免螺母銹死,然后緊固。6、校核并定點檢查支座高度變化,以便校核支座內聚四氟乙烯板的磨耗情況,當支座變化高度超過3mm 時,應拆除橡膠密封圈,檢查聚四氟乙烯板的情況。