


聯系我們

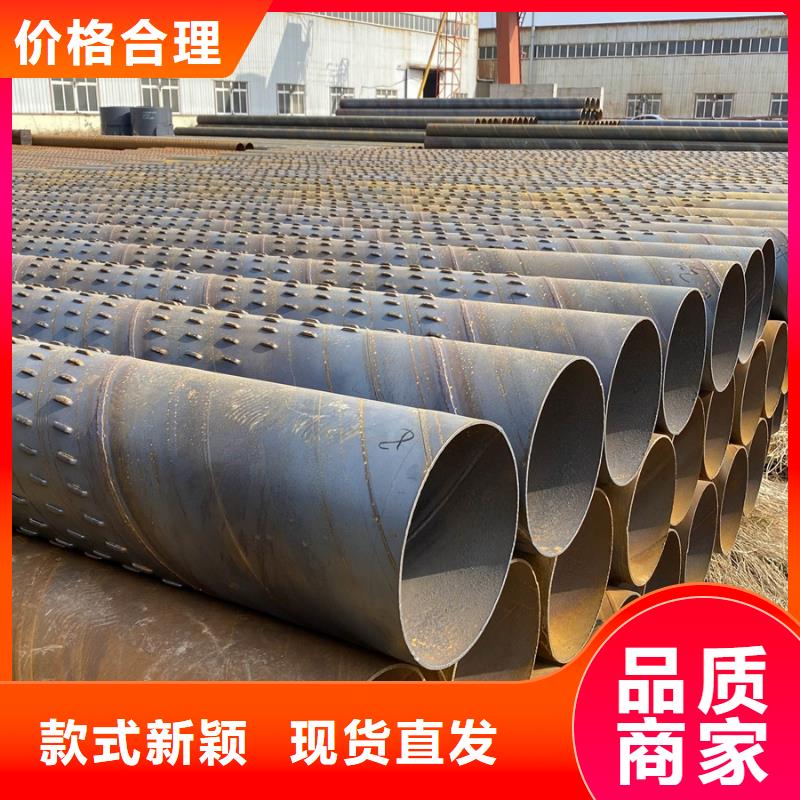
L290螺旋鋼管貨源充足
更新時間:2025-02-04 01:17:27 瀏覽次數:5 公司名稱:杭州 蘇滬金屬制品有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 4350 |
| 發貨期限 | 兩天 |
| 供貨總量 | 4000 |
| 運費說明 | 物流 |
| 最小起訂 | 1根 |
| 質量等級 | 一級 |
| 是否廠家 | 否 |
| 產品材質 | Q235B Q345B 16mn |
| 產品品牌 | 神悅 |
| 產品規格 | 規格全 |
| 發貨城市 | 包頭 |
| 產品產地 | 包頭 |
| 加工定制 | 加工 |
| 產品型號 | 型號全 |
| 可售賣地 | 全國 |
| 產品重量 | 過磅 |
| 產品顏色 | 碳鋼 |
| 質保時間 | 一年 |
| 外形尺寸 | 圓形 |
| 適用領域 | 排水用 |
| 是否進口 | 否 |
| 質量認證 | 認證 |
| 產品功率 | 無功率 |
| 工作溫度 | 530 |
| 長度 | 6米 可按客戶要求定尺 |

nmgsy<陽泉>神悅鋼材有限公司
陽泉螺旋管主要用于供水工程、石化工業、化工、電力、農業灌溉和城市建設。用于液體運輸:給排水。天然氣運輸:天然氣、蒸汽、液化石油氣。結構用途:用于樁管和橋梁;用于碼頭、道路、建筑結構等。 陽泉螺旋管的主要技術特點: 1.成形過程中,鋼板均勻變形,殘余應力小,表面無劃痕。加工后的螺旋鋼管在直徑和壁厚范圍內具有更大的靈活性,特別是在生產高鋼級厚壁管,特別是中小直徑厚壁管時,它具有其他流程無法比擬的優勢,可以滿足用戶的需求。對螺旋鋼管規格有更多要求。 2.先進的雙面埋弧焊技術能實現 位置的焊接,不易出現邊緣誤差、焊接偏差、焊接缺陷等問題,便于焊接質量的控制。 3.陽泉螺旋管為了使鋼管生產全過程得到有效檢測和監控對鋼管進行百分百的質量檢驗,有效保證了產品質量。
管計算方法:(外徑-壁厚)*壁厚*0.02466=焊管每米的重量/公斤 鍍鋅管計算:(外徑-壁厚)*壁厚*0.02466*1.06=焊管每米的重量/公斤 陽泉鍍鋅螺旋管防腐層對于埋地管道的壽命來說是至關重要的,同樣材質的管道,有的埋在地下幾十年不腐蝕,有的幾年就發生泄露。就是因為它們采用了不同的外防腐層。聚乙烯三層結構防護層又稱三層PE(3PE),是近幾年從國外引進的先進的防腐技術。它的全稱為熔結環氧/擠塑聚乙烯結構防護層,結構由以下三層組成:它的全稱為熔結環氧/擠塑聚乙烯結構防護層,結構由以下三層組成:底層為熔結環氧(80m);中間層為膠粘劑(170-250m);面層為擠塑聚乙烯(約2mm)。 在三層結構中,熔結環氧粉末涂層的主要作用是:形成連續的涂膜,與鋼管表面直接粘結,具有很好的耐化學腐蝕性和抗陰極剝離性能;與中間層膠粘劑的活性基團反應形成化學粘結,保證整體防腐層在較高溫度下具有良好的粘結性。中間層通常為共聚物粘結劑,其主要成分是聚烯烴,目前廣泛采用的是乙烯基共聚物膠粘劑。


陽泉防腐螺旋管生產廠家要提示我們的是,雙面埋弧螺旋管焊縫處理方面應該注意一些事項要點。如果間隙過大,就會造成鄰近效應減少,渦流熱量不足焊縫質檢結合不良產生裂縫。間隙過小就會造成鄰近效應增大,焊接的熱量過大,以至于焊縫燒毀損壞。管坯的兩個邊緣加熱到焊接的溫度之后,在擠壓輥的擠壓下,形成深坑,影響焊縫的表面質量。螺旋管若擠壓力過小,形成共同晶體的數量就小,焊縫金屬強度下降,受力后會產生開裂。 如果擠壓力過大,將會使熔融狀態的金屬被擠出焊縫,不但降低了焊縫強度,而且會產生大量的內外毛刺,甚至造成焊接搭縫等缺陷。 1.陽泉防腐螺旋管修口 為了保證焊接質量,焊接前要進行檢查和糾正,使螺旋鋼管的端部,斜角,鈍邊,圓度等符合接口要求。尺寸,個別鋼管的需要在別處做坡口加工時,采用氣焊切割,除去爐渣,然后用砂輪磨削。 操作流程是:檢查接口連接器的尺寸→氣室→確定并調整鋼管的縱向接縫錯開位置→ 管線的直線度→調整對口的間隙尺寸→調平口→直角→直線→點焊接
陽泉Q355B螺旋管通過輥輪的轉動摩擦使原料旋轉,表示交叉輥輪旋轉機構的結構。 它是依靠兩個呈交分布的動力輥輪把鋼料夾持住,螺旋鋼管廠家通過輥輪的轉動摩擦使鋼料旋轉進。前進中旋轉速度的調節由變頻調速電機的轉速來控制。交叉輪的安裝間距由熱處理鋼材的規格尺寸而定。水平傳送輥道長度從幾十米至數百米,由眾多的輥輪組成。由于螺旋鋼管廠家采用了皮帶輪和鏈條等部鋼材前進速度的均勻性和穩定性較差,必須經常檢查上述部件的緊度。表示電機傳送輥道。它是由調速電動機直接拖動輥使鋼材前進。調速電動機使用的間距由鋼材長度而定。 電動機的速采用變頻調速電源來調控鋼材前進速度。 這種傳送方式是當前鋼材感應加熱快速熱處理生產線使用多的方式。它是實現熱處理生產線功率-溫度自動控制必備的件。 水平斜裝輥輪旋轉機構。