




云海旭金屬材料有限公司
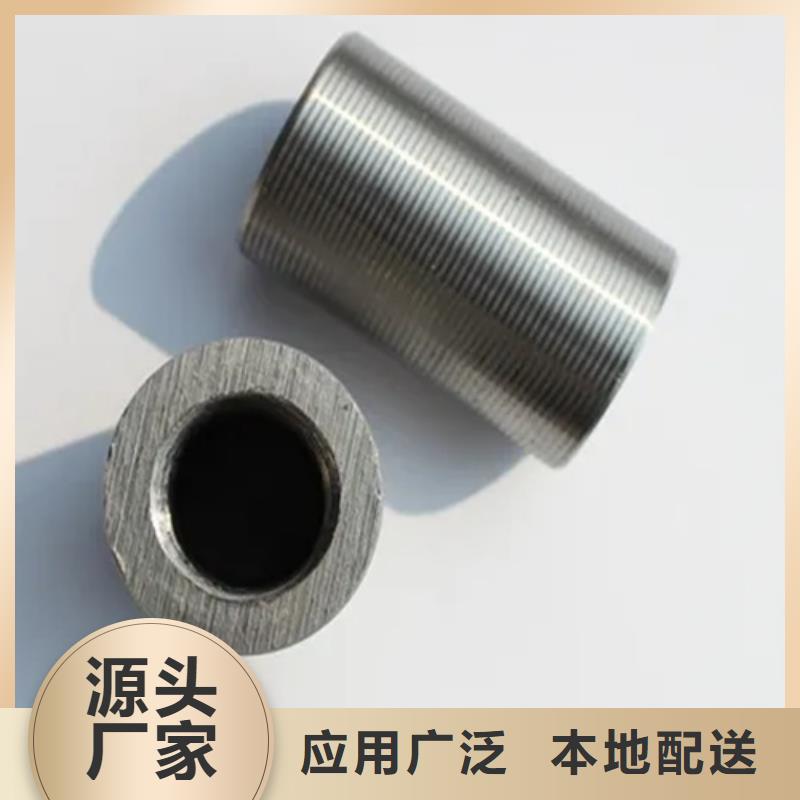
今日,小編來為大家講述關于分體式鋼筋連接套筒的重要性及要求,希望對大家有所幫助,一起來了解一下吧。分體式鋼筋連接套筒的設計基準,其尺寸公差等級很高為IT4級,表面粗糙度為0.8,這些技術條件都是為了保證直螺紋連接套筒與抽軸承的配合精度和運動的平穩。分體式鋼筋連接套筒是關鍵零件,它的質量直接影響其他工件的工作效率,所以鋼筋直螺紋套筒的精度要求較高,尤其尺寸精度、形位精度和表面粗糙度等。分體式鋼筋連接套筒的結構特點如下:在鋼筋套筒兩端φ68mm與φ62mm孔內安裝軸承,軸承內孔與主軸軸頸相配合用來支承主軸并保證主軸的回轉精度;要求在主軸旋轉時不產生晃動,以保證主軸的回轉精度。所以φ68mm與φ62mm孔和φ85mm的外圓是鋼筋直螺紋套筒的主要加工的表面。
 陽江16/24.2-14.7套筒廠家-只為制造精品
陽江16/24.2-14.7套筒廠家-只為制造精品
此外,鋼筋套筒全長275mm,兩端內孔的形狀和位置公差是不易掌握的,并且鋼筋直螺紋套筒較薄處僅有7mm,工序安排不合理會產生變形,將直接影響到鋼筋連接套筒的加工精度,鋼筋直螺紋套筒的主要面的粗糙度0.8和1.6,加工表面全部需要磨削,并在磨削前必須要安排合理的熱處理,總之分體式鋼筋連接套筒的主要加工表面必須經過多道加工,才能逐步提高精度以達到要求。建筑人平常工作過程中經常會會遇到各種各樣的問題,其中鋼筋連接套筒因連接不緊出現松動是其中常見的問題之一,這樣的問題如果不及時去解決,就會導致建筑的質量不達標,所以了解傳統的防松辦法是非常必要的。


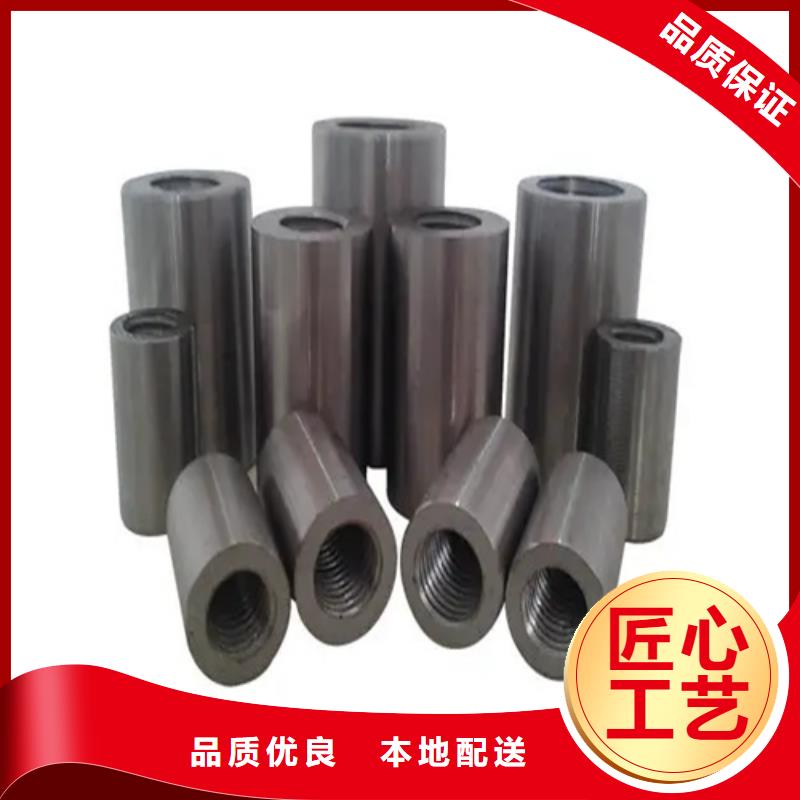
鋼筋套筒接頭加工的技術是需要十分慎重的進程需要的,我們可以經過比較其他加工技術而言,鋼筋接頭的技術進程是十分慎重的。1、鋼筋端面平頭:平頭的目的是讓鋼筋端面與母材軸線方向垂直,宣選用砂輪切割機或其他專用堵截設備,制止氣割。2、剝肋滾壓螺紋:運用鋼筋剝肋滾壓直螺紋機將待聯接鋼筋的端頭加工成螺紋。3、絲頭質量查驗:操作者對加工的絲頭進行的質量查驗。4、帶帽保護:用專用的鋼筋絲頭保護帽或聯接套筒將鋼筋絲頭進行保護,防止螺紋被磕碰或被污物污染。5、絲頭質量抽檢:對自檢合格的絲頭進行的抽樣查驗。6、存放待用:按規格型號及類型進行分類堆積。


