








鋼板卷管鍍鋅鋼管:為提高鋼管的耐腐蝕性能,對一般鋼管(黑管)進行鍍鋅。鍍鋅鋼管分熱鍍鋅和電鍍鋅兩種,熱鍍鋅鍍鋅層厚,電鍍鋅成本低。吹氧焊管:用作煉鋼吹氧用管,一般用小口徑的焊接鋼管,規格由3/8寸-2寸八種。用08、10、15、20或Q195-Q235鋼帶制成。為防蝕,有的進行滲鋁處理。
電線套管:也是普通碳素鋼電焊鋼管,用在混凝土及各種結構配電工程,常用的公稱直徑從13-76mm。電線套套管壁較薄,大多進行涂層或鍍鋅后使用,要求進行冷彎試驗。
鋼板卷管在放樣前必須用鋼卷尺對鋼板進行檢查,并找正。鋼材的放樣尺寸按卷管的中徑計算,放樣后在鋼板上打上樣沖,并標出鋼板的中心線。管道坡口加工宜采用機械方法,也可采用等離子弧、氧乙炔焰等熱加工方法。火焰切割前應將鋼材表面距切割邊緣50mm范圍內的銹斑、油污等干凈。采用熱加工方法加工坡口后,應除去坡口表面的氧化皮、熔渣及影響接頭質量的表面層,并應將凹凸不平處打磨平整,切口上不得產生裂紋,并不宜有大于10mm的缺棱,切割后應邊緣上的氧化物、熔瘤和飛濺物等。機械加工時,加工表面不應出現臺階。對接坡口根據工藝及規范的要求進行加工,簿板一般采用V型坡口,厚板采有X型坡口,對于小于6mm的板材,可不加工坡口,但在反面焊接時,必須砌底清根。切口或坡口邊緣上的缺棱,當其為1~3mm時,可用機械加工或修磨平整,但不能超過的1/10;當缺棱或溝槽超過30mm時則用Φ3.2以下的低氫型焊條補焊,并修磨平整。切口或坡口邊緣上若出現分層性質的裂紋,需用10倍以上的放大鏡或超聲波探測其長度和深度。
鋼板卷管在生產過程中由于受到滾壓、拉伸和焊接時的高溫影響,材料的組織、機械性能都會發生變化,嚴重的影響管材的品質,這些變化主要有:冷作硬化現象,即晶體中一列或若于列原子發生有規律的錯排,晶格發生畸變,形成一個應力集中區,這種現象也稱位錯。因為高溫和冷卻不勻產生焊接應力和在原有單一奧氏體組織中產生鐵素體,出現碳化物等不均勻組織,為提高生產效率,確保卷管表面光亮,殘余應力,獲得單一的奧氏體組織,生產高品質卷管,必須實施在線光亮固溶處理方法。
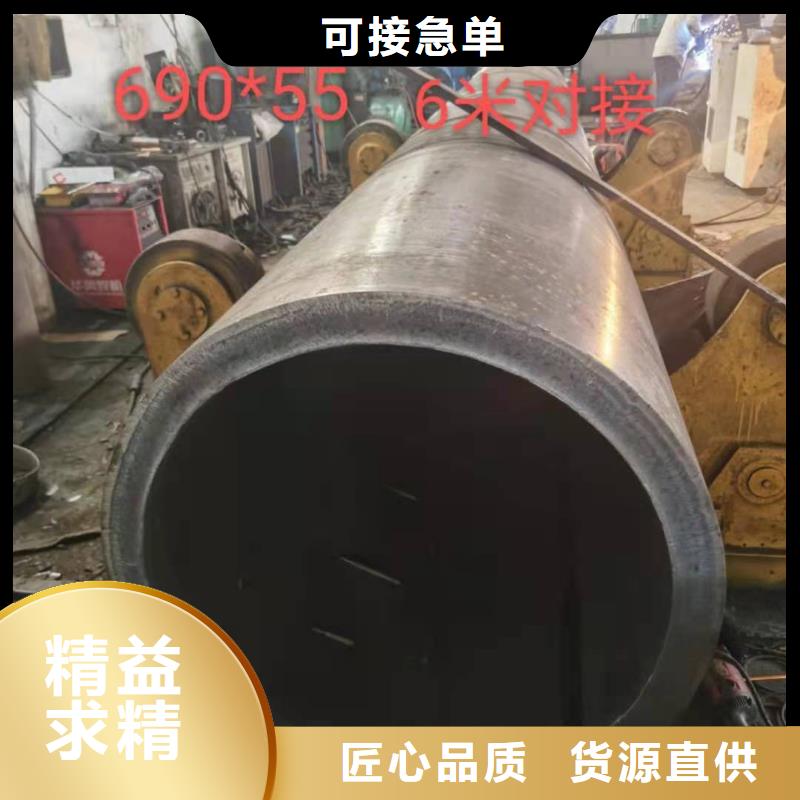
鋼板卷管管節的卷制
在卷管加工過程中,應防止板材表面損傷。對有嚴重傷痕的部位必須進行修磨,使其圓滑過渡,且修磨處的壁厚不得小于設計壁厚。鋼板卷管采用一次性成型工藝,卷制時,先將鋼板兩頭壓彎,直徑應小于卷管直徑。然后調整滾床壓力,分二到三次卷制鋼管。將卷好的管節點焊加固,御下滾床后運往焊接平臺施焊。對焊接完的管節進行第二次滾圓,卷管的校圓樣板的弧長應為管子周長的1/6~1/4;樣板與管內壁的不貼合間隙應符合下列規定:
