您的位置>首頁 >延安當地行業新聞News >
27simn絎磨管品牌企業
更新時間: 2025-01-21 06:33:24 瀏覽次數:8
以下是:27simn絎磨管品牌企業的產品參數
| 產品參數 |
|---|
| 產品價格 | 5000/噸 |
|---|
| 發貨期限 | 24小時 |
|---|
| 供貨總量 | 不限 |
|---|
| 運費說明 | 電議 |
|---|
| 最小起訂 | 1公斤 |
|---|
| 質量等級 | 正品 |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | 20#/45#/16Mn |
|---|
| 產品品牌 | 九冶 |
|---|
| 產品規格 | 齊全 |
|---|
| 發貨城市 | 聊城 |
|---|
| 產品產地 | 聊城 |
|---|
| 加工定制 | 定制 |
|---|
| 產品型號 | 齊全 |
|---|
| 可售賣地 | 全國 |
|---|
| 產品重量 | 過磅 |
|---|
| 產品顏色 | 有色金屬 |
|---|
| 質保時間 | 1個月 |
|---|
| 外形尺寸 | 圓形 |
|---|
| 適用領域 | 機械加工/液壓 |
|---|
| 是否進口 | 否 |
|---|
| 質量認證 | 正品 |
|---|
| 顏色 | 有色金屬 |
|---|
| 材質 | 20#/45#/16Mn/Q345B/304不銹鋼 |
|---|
| 廠家地址 | 山東聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 可加工 |
|---|
以下是:27simn絎磨管品牌企業的圖文視頻
導讀 在陜西省延安市采買27simn絎磨管品牌企業到安達液壓機械有限公司,無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:高經理-17706353138,QQ:3573482096,地址:《聊城遼河路燕山路交叉口南500米東首發貨到陜西省 延安市 寶塔區、延長縣、延川縣、子長市、安塞區、志丹縣、吳起縣、甘泉縣、富縣、洛川縣、宜川縣、黃龍縣、黃陵縣》。 陜西省,延安市 延安古稱膚施、延州,被譽為“三秦鎖鑰,五路襟喉”,是中華民族重要的發祥地,人文始祖黃帝曾居住在這一帶,是天下陵——中華民族始祖黃帝的陵寢:黃帝陵所在地,是民族圣地、中國革命圣地,國務院首批公布的歷史文化名城。民國二十四年(1935年)10月,中共中央和中央紅軍順利到達吳起鎮,延安成為中國革命的落腳點和出發點,是全國革命根據地城市中舊址保存規模、數量多、布局為完整的城市。黨中央和毛主席等老一輩革命家在這里生活戰斗了十三個春秋,領導了抗日戰爭和解放戰爭,培育了延安精神,是全國愛國主義、革命傳統和延安精神三大教育基地。延安是“雙擁運動”發祥地,中國旅游城市,有著“中國革命博物館城”的美譽。境內有各類文物遺址點8545處,其中革命遺址445處。
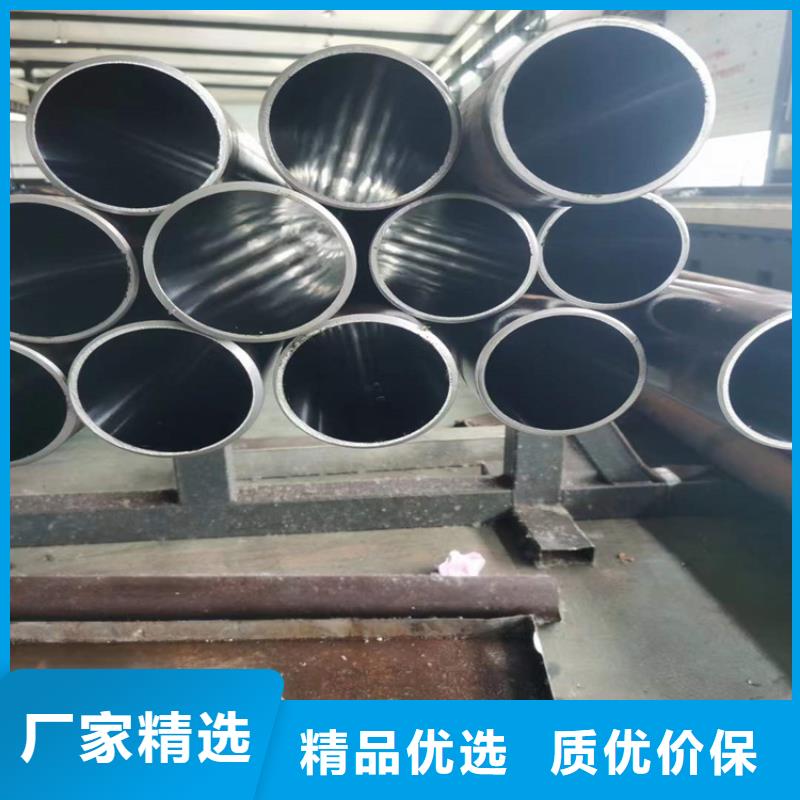
延安珩磨管油缸管絎磨管產生偏心的鋼管 在熱軋鋼管生產過程中 容易產生,產生的環節多半是在熱穿孔時產生的:
根據對自動軋管機軋后鋼管的解剖分析,我們認為穿孔毛管經自動軋管機軋制后,鋼管縱橫向壁厚不均的形式基本上保留了穿孔毛管壁厚不均的分布特征,即軋后鋼管仍具有螺旋狀的壁厚不均,而且橫向壁厚不均顯著增大。
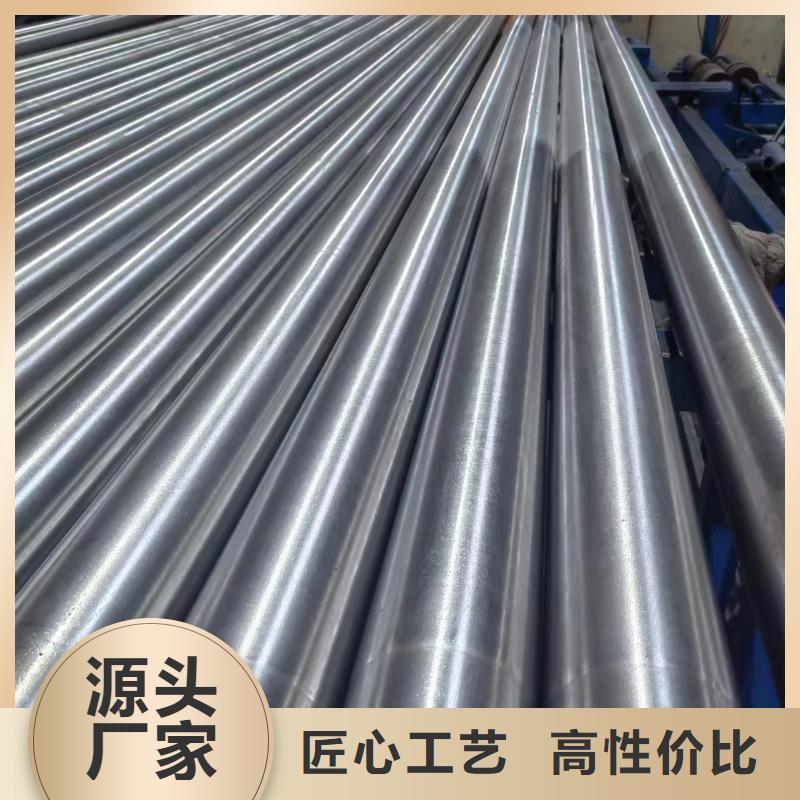
自動軋管機產生壁厚不均的原因是:
①穿孔毛管壁厚不均的存在形式和嚴重程度,直接影響軋后鋼管壁厚不均的存在形式和嚴重程度。
②在自動軋管機上軋管時,因頂桿彎曲,使頂頭位置偏離孔型中心而導致壁厚不均,其管中和管頭各橫截面上的 壁厚和小壁厚位置幾乎固定不變;而管尾到管頭壁厚不均程度則逐漸增大,因此,減小頂桿殘余彎曲度,降低軋管時頂桿的軸向力,對減小壁厚不均程度有顯著作用。
③減壁量越大,荒管壁厚不均越嚴重,減壁量較小時,自動軋管機有減小穿孔毛管壁厚不均的作用。④孔型調整不正確,當輥縫不平行時,會使荒管的壁厚不均加劇。滾壓管


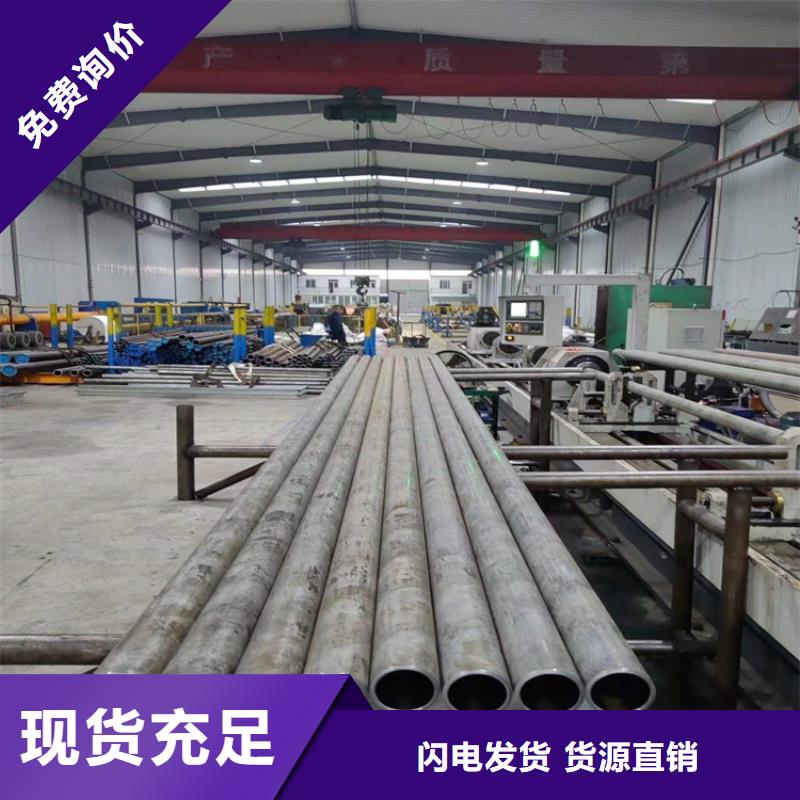
<延安>九冶管業有限公司以高科技為先導、以吸收國外技術為基礎,以改進創新為發展動力,以加工制造為根本,并依托科研院校,加大延安油缸缸筒科研成果轉化力度,結合嚴謹、求實、富有鉆研精神的人才隊伍,開發并推出多項具有競爭力的延安油缸缸筒產品,逐漸取得行業技術優先。



總結 您是想要在陜西省延安市采購高質量的27simn絎磨管品牌企業產品嗎?安達液壓機械有限公司是您的不二之選!我們致力于提供品質保證、價格優惠的27simn絎磨管品牌企業產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:高經理-17706353138,QQ:3573482096,地址:《遼河路燕山路交叉口南500米東首》。