



鋼板專業銷售中厚板、鋪路板、錳板、開平板等
厚鋼板分為特厚鋼板和中厚鋼板。特厚鋼板是指厚度不小于60毫米的鋼板。特厚鋼板主要用于造船、鍋爐、梁和高壓容器殼體等。
厚板材定義:厚度超過100.0mm的為鋼板。
分普碳板、優碳板、低合金板、船板、橋梁板、鍋爐板、容器板等。
用途:應用于建筑、機械、造船、橋梁、鍋爐、壓力容器等行業。
特厚板 厚度,國外寬厚板軋機設計為300mm、350mm和400mm,我國5000mm寬厚板軋機工程設計為400mm。國外寬厚板軋機實際生產過的厚度200mm、300mm、360mm和410mm,但是為了保證壓縮比,均采用了大鋼錠作原料,開一次坯再軋成特厚板。
中厚板用途:廣泛用來制造各種容器、爐殼、爐板、橋梁及汽車靜鋼鋼板、低合金鋼鋼板、橋梁用鋼板、造般鋼板、鍋爐鋼板、壓力容器鋼板、花紋鋼板、汽車大梁鋼板。、拖拉機某些零件及焊接構件。
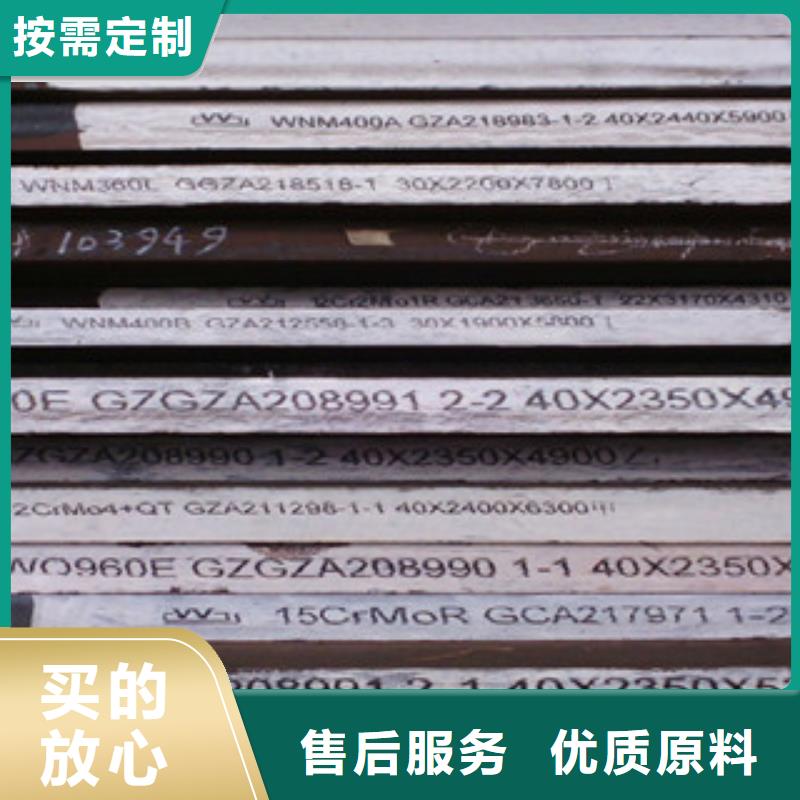
橋梁用鋼板:用于大型鐵路橋梁。要求承受動載荷、沖擊、震動、耐蝕等。如:Q235q,Q345q等
造船鋼板:用于制造海洋及內河船舶船體。要求強度高、塑性、韌性、冷彎性能、焊接性能、耐蝕性能都好。 如:A32,D32,A36D36等
碳鋼的不足:
淬透性低。一般情況下,碳鋼水淬的 淬透直徑只有10mm-20mm。
強度和屈強比較低。如普通碳鋼Q235鋼的σs為235MPa,而低合金結構鋼16Mn的σs則為360MPa以上。40鋼的 σs /σb僅為0.43 遠低于合金鋼。回火穩定性差。由于回火穩定性差,碳鋼在進行調質處理時,為了保證較高的強度需采用較低的回火溫度,這樣鋼的韌性就偏低;為了保證較好的韌性,采用高的回火溫度時強度又偏低,所以碳鋼的綜合機械性能水平不高。
不能滿足特殊性能的要求。碳鋼在抗氧化、耐蝕、耐熱、耐低溫、耐磨損以及特殊電磁性等方面往往較差,不能滿足特殊使用性能的需求。
鋼板切割常用方法的對比
火焰切割原理:用可然氣體加助然氣體經燃燒來切割板材。優點:切割簡單、成本低。缺點:切割薄板易變形,切割材料品種有限。
鋼板等離子切割
原理:等離子是除固態、液態和氣態以外的另一種形態,是一種經氣體電離成離子狀態并處于極高溫度下物質的特殊形態,簡稱離子弧。優點:能切薄板,不銹鋼及有色金屬,切割速度快。缺點:切割有斜度,噪音大、煙塵多,紫外線輻射。水射流切割
原理:利用高壓水成射流狀態。優點:切割范圍廣,環保。缺點:速度慢,能耗大。
火焰切割方法的對比
手工切割
優點:操作簡單、低成本。缺點:切割質量不能保證、勞動強度高。
機械切割
直線:30型、直條切割。曲線:仿型、割圓。立體:H型鋼端面切割、各種坡口切割。
光電切割原理:用光電頭掃描圖形,再轉換成電號驅動電機,切出相應零件。優點:操作簡單。缺點:精度不高,圖紙要求高,不能切出銳角。
隨著切削速度的增加,厚壁不銹鋼板表面粗糙度值略減小,這種變化主要受機床動態特性的影響。當f=5.0μm/r,ap=6.00μm時,表面粗糙度的變化范圍僅為2nm左右,因此說切削速度對厚壁不銹鋼板表面粗糙度基本無影響。金剛石車削銅合金時也能夠得到同樣的結論。當切削速度為314m/min、進給量為5μm/r時,背吃刀量小于6μm時,對加工表面粗糙度基本無影響。 當切削速度為314m/min、背吃刀量為6μm時,可知小進給量可得到小的表面粗糙度值。但是由于小切削厚度的存在,實測的表面粗糙度值往往要比理論粗糙度值大幾倍。厚壁不銹鋼板產品優勢走向厚壁不銹鋼板具有以下突出的優勢:卓越的力學性能、超群的耐磨損性能、衛生性能好、良好的耐溫性能、保溫性能較好、內壁光滑水阻小;外表美觀、清潔、時尚,可回收再利用;有利于節約水資源;使用范圍廣;中地熱能損耗。
