

想要快速了解無縫鋼管_地質(zhì)鋼管不只是質(zhì)量好產(chǎn)品?視頻給你直觀的感受!
以下是:無縫鋼管_地質(zhì)鋼管不只是質(zhì)量好的圖文介紹

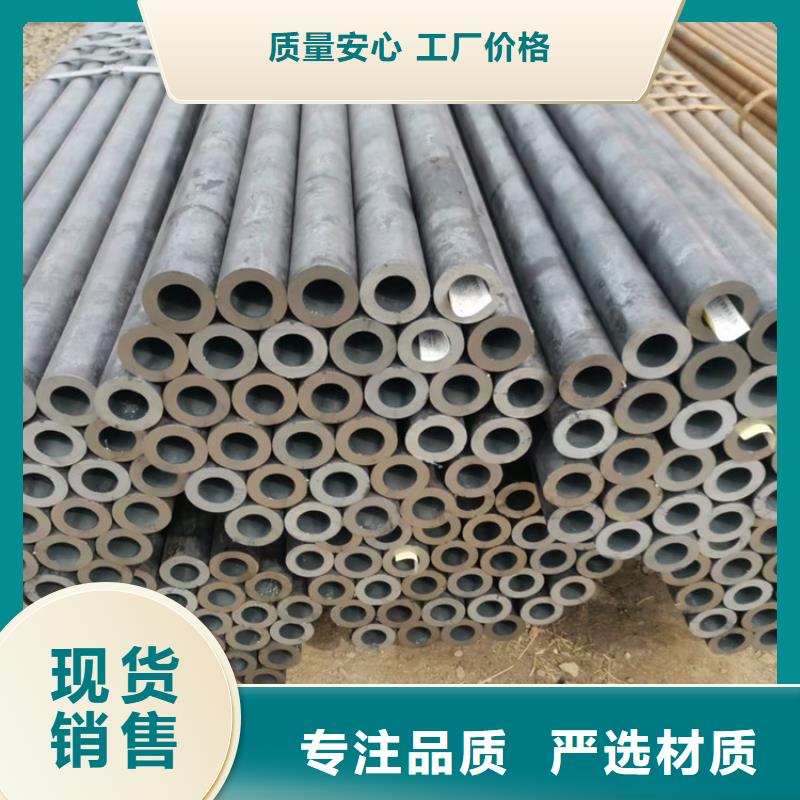
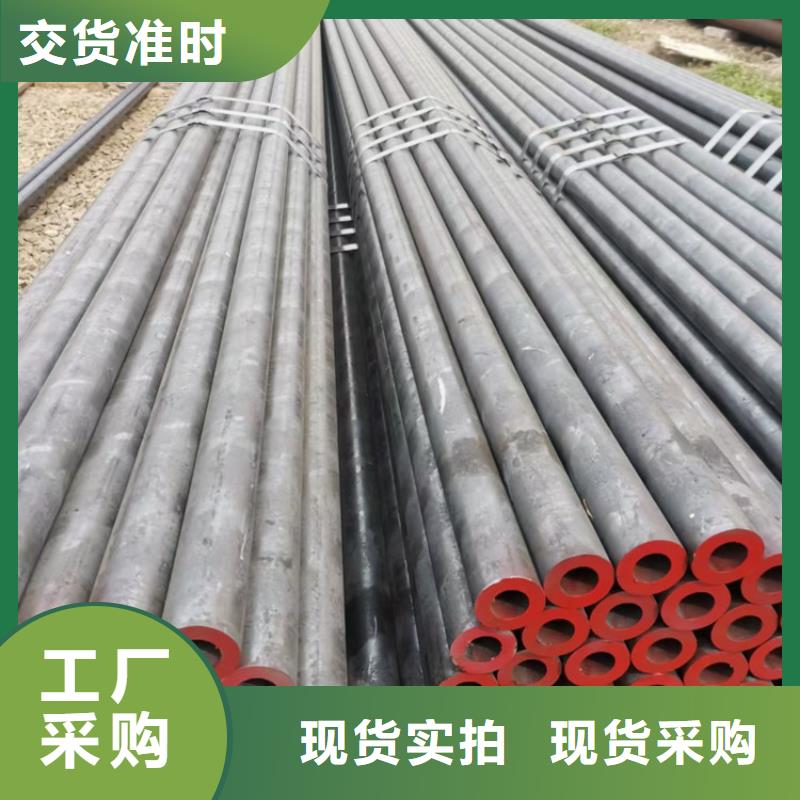
下面就幾種較常見的連接方式做簡單介紹:無縫鋼管 1.壓縮式:將配管插入管件的管口,由螺母緊固,用螺旋力將管口部的套管通過密封圈壓縮,起密封作用,完成配管的連接。2.焊接式:將配管的端部加工坡口,用手工或自動焊對配管做環(huán)狀焊接。3法蘭式:將法蘭與配管作環(huán)狀氬弧焊,用快夾或螺栓緊固,使法蘭間的密封墊起密封作用,完成配管連接。4.卡壓式:將配管插入管件內(nèi)用專用的安裝工具把管壁卡壓成六邊形,內(nèi)部的密封圈也變形成六邊形5.錐螺紋式:就是外螺紋與配管作環(huán)狀氬弧焊,內(nèi)螺紋管件以錐螺紋連接起密封作用,完成配管連接。螺旋鋼管因為焊縫是螺旋的所以也叫做螺旋焊接鋼管,螺旋焊管是通過成型機將原料帶鋼螺旋成型,通過內(nèi)外埋弧焊接,從而生產(chǎn)出不同規(guī)格的螺旋焊管。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產(chǎn)管徑較大的焊管,還可以用同樣寬度的坯料生產(chǎn)管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~%,而且生產(chǎn)速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。焊接鋼管(雙面埋弧螺旋焊管)是以帶鋼卷板為原材料,經(jīng)常溫擠壓成型,以自動雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管。另外還有一種就是卷焊鋼管,它是將鋼板卷筒后焊接,焊縫為豎直焊縫。焊接鋼管是將鋼板螺旋卷筒進行焊接,焊縫為螺旋形。
鋼管不只是質(zhì)量好")
鋼管不只是質(zhì)量好")
展望未來,廣順物資 有限公司將繼續(xù)堅持以“的 陜西延安P5無縫鋼管產(chǎn)品與周到的服務(wù)”為核心,清晰的展現(xiàn)發(fā)展藍圖!我們相信有您的支持我們會做的更好!
鋼管不只是質(zhì)量好")
鋼管不只是質(zhì)量好")
鋼管不只是質(zhì)量好")
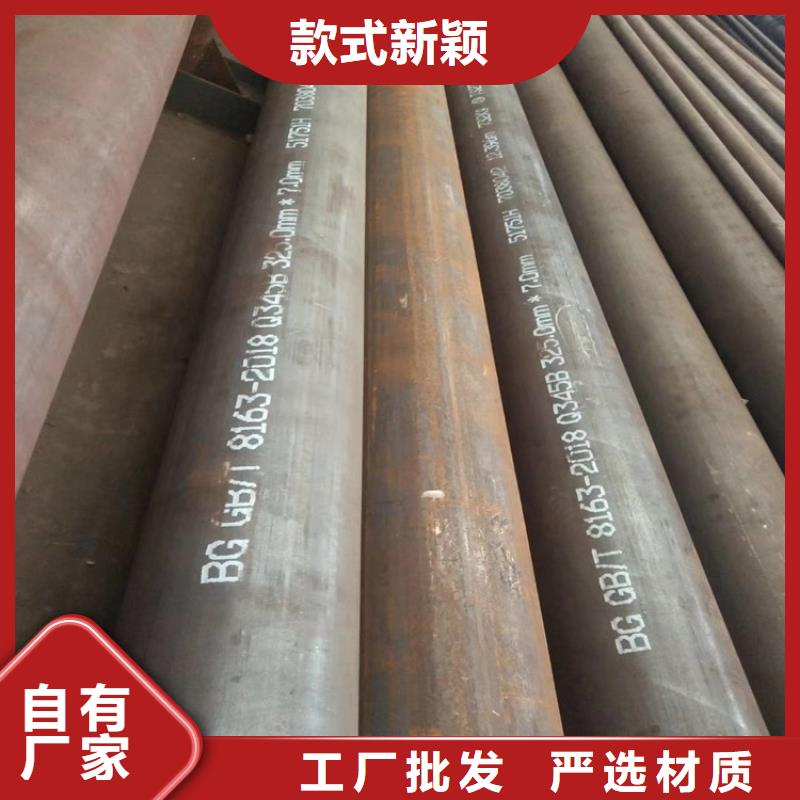
3、穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機通過錐形鉆頭高速旋轉(zhuǎn)入鋼胚打孔,形成鋼管。鋼管內(nèi)徑由定徑機鉆頭的外徑長度來確定。鋼管經(jīng)定徑后,進入冷卻塔中,通過噴水冷卻,鋼管經(jīng)冷卻后,就要被矯直。鋼管經(jīng)矯直后由傳送帶送至金屬探傷機(或水壓實驗)進行內(nèi)部探傷。若鋼管內(nèi)部有裂紋,氣泡等問題,將被探測出。鋼管質(zhì)檢后還要通過嚴格的手工挑選。鋼管質(zhì)檢后,用油漆噴上編號、規(guī)格、生產(chǎn)批號等。并由吊車吊入倉庫中。
4、冷拔(軋)無縫鋼管:圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標記→入庫。冷拔(軋)無縫鋼管的軋制方法較熱軋(擠壓無縫鋼管)復雜。它們的生產(chǎn)工藝流程前三步基本相同。不同之處從第四個步驟開始,圓管坯經(jīng)打空后,要打頭,退火。退火后要用專門的酸性液體進行酸洗。酸洗后,涂油。然后緊接著是經(jīng)過多道次冷拔(冷軋)再坯管,專門的熱處理。熱處理后,就要被矯直。
鋼管不只是質(zhì)量好")
點擊查看廣順物資
有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
