您的位置>首頁 >雅安本地每News >
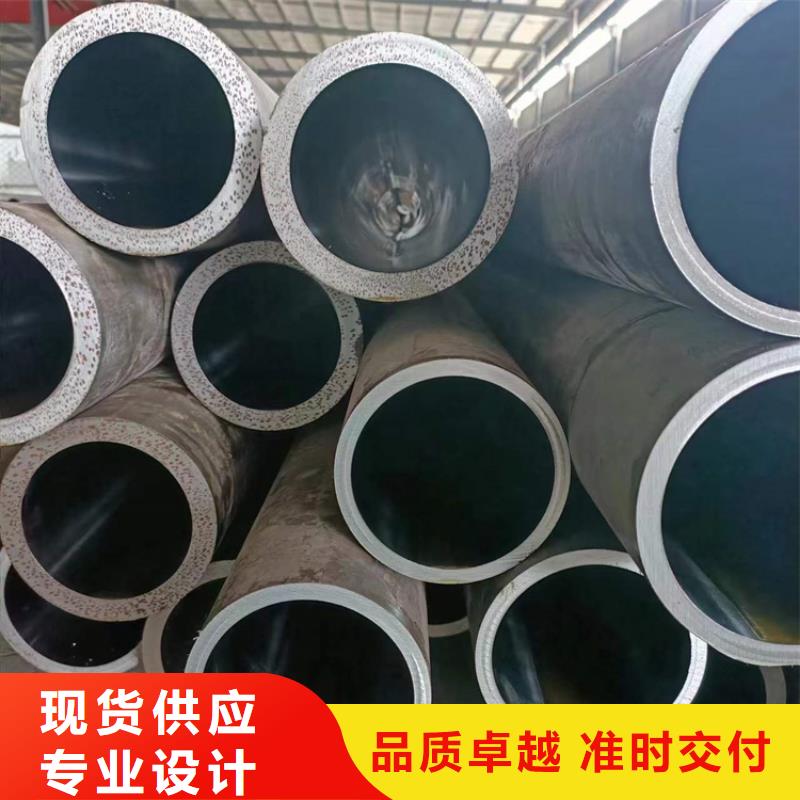
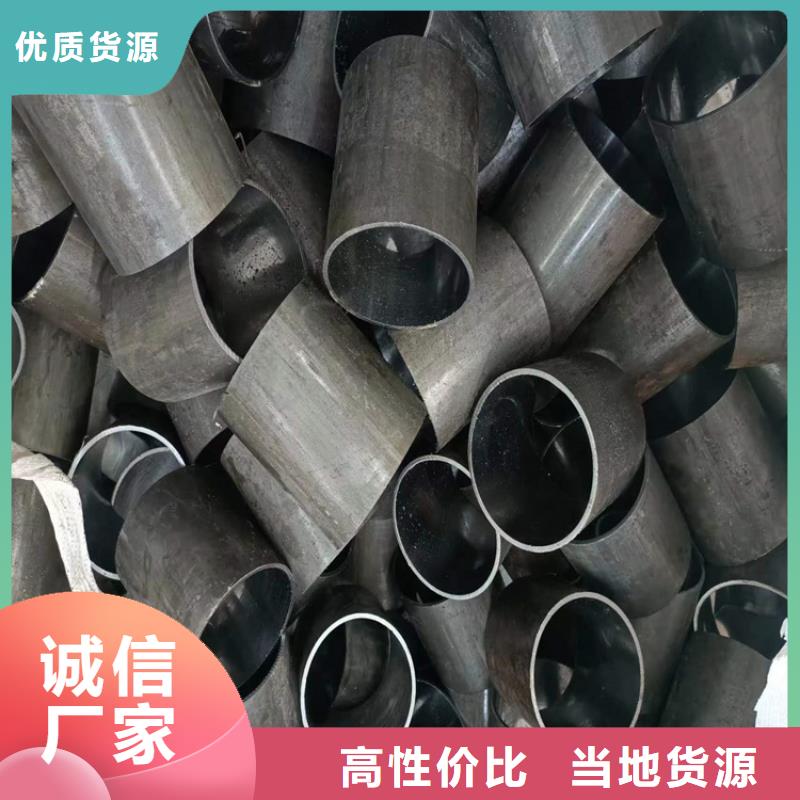
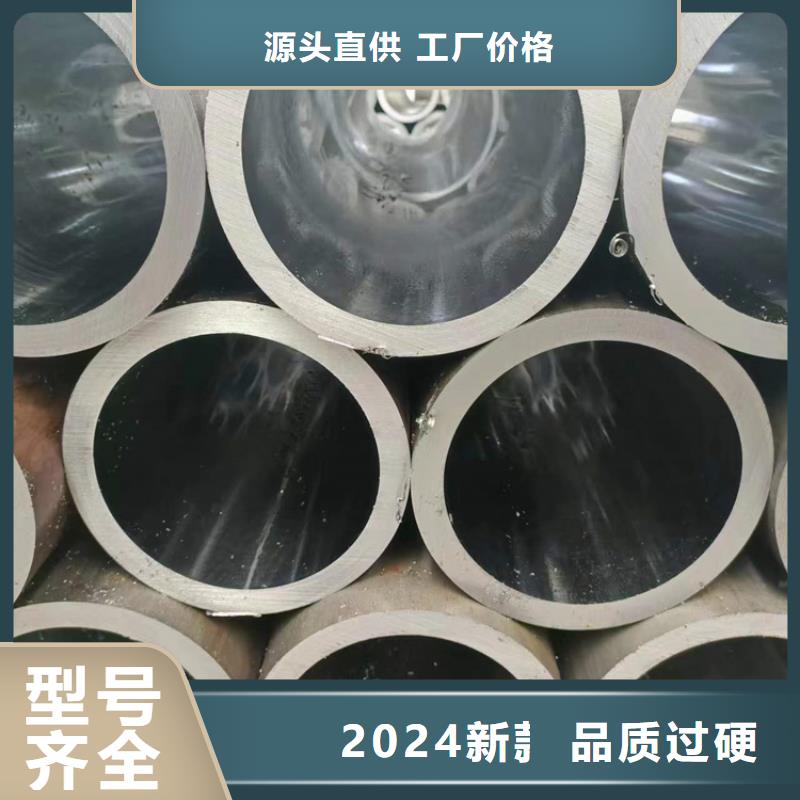
珩磨缸筒-歡迎詢價
更新時間: 2025-01-09 01:43:43 瀏覽次數:6
以下是:珩磨缸筒-歡迎詢價的產品參數
| 產品參數 |
|---|
| 產品價格 | 6500/噸 |
|---|
| 發貨期限 | 2天 |
|---|
| 供貨總量 | 不限 |
|---|
| 運費說明 | 電議 |
|---|
| 最小起訂 | 0.1噸 |
|---|
| 質量等級 | 正品 |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | 20# |
|---|
| 產品品牌 | 九冶 |
|---|
| 發貨城市 | 聊城 |
|---|
| 產品產地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售賣地 | 全國 |
|---|
| 產品重量 | 過磅 |
|---|
| 產品顏色 | 金屬色 |
|---|
| 外形尺寸 | 圓形 |
|---|
| 適用領域 | 油缸氣缸機械加工 |
|---|
| 顏色 | 有色金屬 |
|---|
| 材質 | 20#/45#/16Mn/27SiMn/304不銹鋼 |
|---|
| 廠家地址 | 山東聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 可加工定制 |
|---|
以下是:珩磨缸筒-歡迎詢價的圖文視頻
導讀 珩磨缸筒-歡迎詢價_安達液壓機械有限公司,固定電話:17706353138,移動電話:17706353138,聯系人:高經理,QQ:3573482096,聊城遼河路燕山路交叉口南500米東首發貨到四川省 雅安市 雨城區、名山區、滎經縣、漢源縣、石棉縣、天全縣、蘆山縣、寶興縣 發貨到 四川省雅安市。 四川省,雅安市 雅安市,別稱雨城,四川省地級市,位于四川盆地西緣、邛崍山東麓,東靠成都市、西連甘孜藏族自治州、南接涼山彝族自治州、北接阿壩藏族羌族自治州,屬四川盆地西緣山地,跨四川盆地和青藏高原兩大地形區,屬亞熱帶季風性濕潤氣候,全市總面積15046平方千米。截至2022年10月,全市轄2個市轄區、6個縣。截至2022年末,全市常住人口143.3萬人。
雅安珩磨缸筒-歡迎詢價
<雅安>九冶管業有限公司

有一種過程控制方法能縮短珩磨時間,珩磨管易于讓在整個齒面上保持理論上的線接觸。因此減少了磨具與工件的點接觸。盡管這可能有悖于產生較大殘余壓應力的要求,但應力依然會使之保持理論線接觸。連續改變接觸條件會產生良好的動態特性,不會因擺動角度使機床部件產生嚴重顫振。珩磨過程中,單面線接觸珩磨時這類動態特性會對機床產生嚴重影響。為減小這種影響,要盡可能地采用雙面線接觸。系列化生產中,數控珩磨機由此而引發的對珩磨過程中利用機床運動鏈實施齒面修形過程的限制,可予忽略。但在工裝中要建立輪廓修形。關于單面或雙面接觸,所涉及的或是磨具齒面,或是工件齒面。在加工過程中有一個以上的齒在保持接觸。這就表示珩齒過程是一種連續接觸的轉動過程。這是使齒輪低噪聲運行的一項很重要的決定性因素。

從結構上看珩磨機可以分為臥式和立式兩種,臥式珩磨機的工作行程較長,適用于珩磨深孔,深度可達3000毫米。其水平安置的珩磨頭不旋轉,只作軸向往復運動,工件由主軸帶動旋轉,床身中部設有支承工件的中心架和支承珩磨桿的導向架。在加工過程中,珩磨頭的油石在脹縮機構作用下作徑向進給,把工件逐步加工到所需尺寸。而立式珩磨機的主軸工作行程較短,適用于珩磨缸體和箱體孔等,鑲嵌有油石的珩磨頭由豎直安置的主軸帶動旋轉,同時在液壓裝置的驅動下作垂直往復進給運動,從而完成對珩磨管的加工。
<雅安>九冶管業有限公司
雅安珩磨缸筒-歡迎詢價
總結 在四川省雅安市采買珩磨缸筒-歡迎詢價到安達液壓機械有限公司,無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:高經理-17706353138,QQ:3573482096,地址:《遼河路燕山路交叉口南500米東首》。