
<雅安>鵬鑫鋼鐵
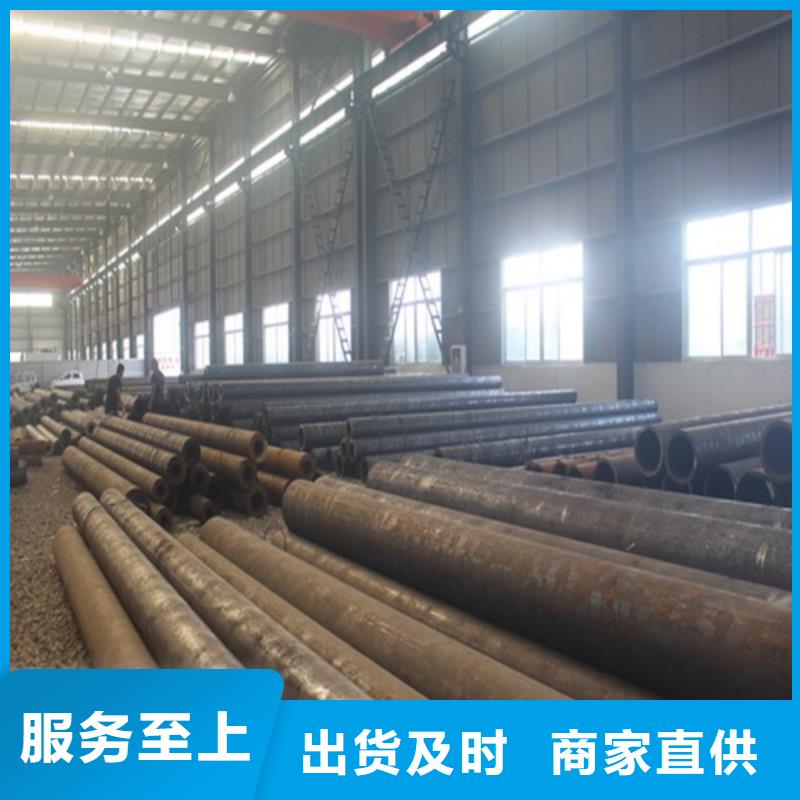
雅安20cr無縫鋼管直供廠家

雅安20#無縫鋼管的焊接解析: 1、焊接特性:20#無縫鋼管具有導熱性強而熱容量大,線脹系數大,熔點低和高溫強度小等特點,焊接難度大,應采取一定的措施,才能保證焊接質量。 2、雅安20#無縫鋼管及焊絲的清理,焊絲及破口兩側50mm范圍內,表面用丙酮清洗干凈,用不銹鋼絲刷刷去表面氧化膜,露出金屬光澤,清理好的破口想要在2小時內焊接,清理好的焊絲放入未用的筒內,想要在8小時內用完,否則重新處理。 3、鎢棒選用鈰鎢棒,氬氣鈍質不小于99.96%,且含水量不應大于50mg/m3。 4、環境溫度不低于5℃,否則應預熱至100~200℃方可施焊,相對濕度控。


無縫鋼管被廣泛用于機械制造,因為這種鋼的機械機能很好。但由于是中碳鋼,所以淬火機能并不好,可以淬硬至HRC42-46。假如需要表面硬度,又希望體現出無縫鋼管優質的機械機能,采用的方法是將無縫鋼管表面進行滲碳淬火,這樣就能夠獲得需要的表面硬度。 1.無縫鋼管淬火后在沒有回火之前,硬度大于HRC55(*高可達HRC62)為合格。實際應用的*高硬度為HRC55(高頻淬火HRC58)。 2.無縫鋼管不要采用滲碳淬火的熱處理工藝。 調質處理后零件具有良好的綜合機械機能,廣泛應用于各種重要的結構零件,尤其是在交變負荷下工作的連桿、螺栓、齒輪及軸類等。但表面硬度較低,不耐磨,可用調質+表面淬火進步零件表面硬度。 滲碳處理一般用于表面耐磨、芯部耐沖擊的重載零件,其耐磨性比調質+表面淬火高。其表面含碳量0.8-1.2%,芯部一般在0.1-0.25%(特殊情況下采用0.35%)。經熱處理后,表面可獲得很高的硬度(HRC58-62),芯部硬度低,耐沖擊。 如果用無縫鋼管滲碳,淬火后芯部會泛起硬脆的馬氏體,失去滲碳處理的長處。現在采用滲碳工藝的材料,含碳量都不高,到0.30%芯部強度已經可以達到很高,而且從未在實際應用出現過。可采用調質+高頻表面淬火的工藝,但是耐磨性較滲碳略差。

 雅安20cr無縫鋼管直供廠家
雅安20cr無縫鋼管直供廠家