


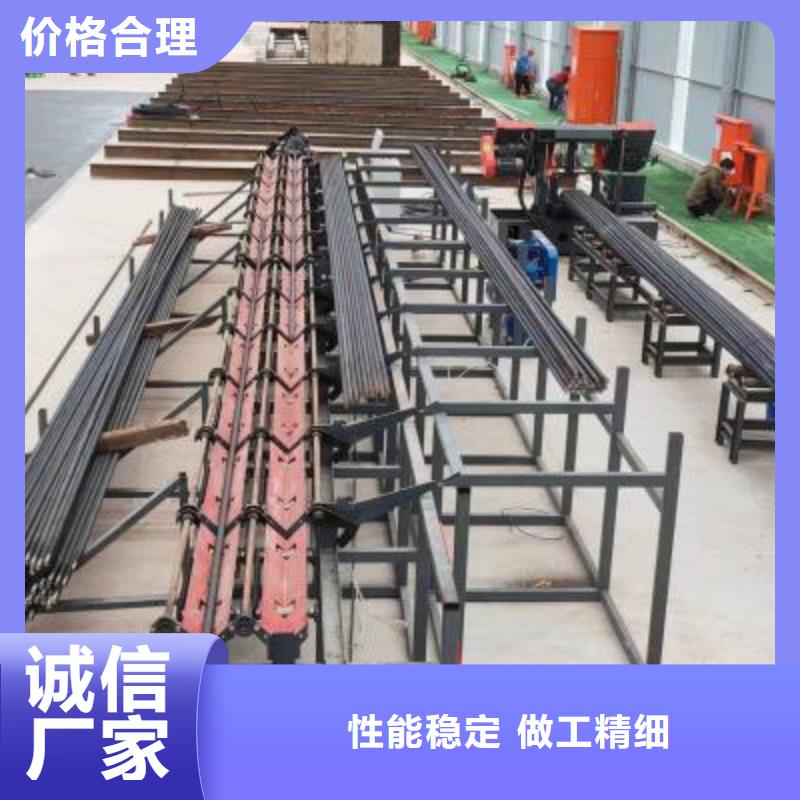



徐州數控鋼筋鋸切套絲打磨生產線介紹:徐州全自動數控鋼筋鋸切套絲鐓粗打磨生產線:本設備是我公司針對國內螺紋鋼筋的套絲連接,整體結合國際技術,公司研發的集電氣、液壓、氣動為一體全自動化科技產品,具有國際水平。可自動完成鋼筋直徑12~50mm,強度HRB335、HRB400、HRB500的鋸切套絲,具有切削、高標準縮徑滾絲、節能省料、操作簡單等特點。本產品原料存儲架采用大噸位存儲,并可與棒材自動上料機配合使用,實現上一個循環尚未結束時即可 進行下一步配料,以節省循環周期;全自動送料輥道,避免原料的二次搬運;鋼筋的輸送、翻轉、傳遞等全部由機械完成,大幅度提高了效率;鋼筋輸送滾采用 V 型輥進行,達到了、減噪音、壽命長等特點;縮徑、滾絲主機頭實現了自動卸料、送進、縮徑、滾絲等功效。該設備可以根據現場實際情況和業主監理要求增加鐓粗、打磨或儲備料倉等設備無縫對接,實現全自動流程,無需人工干預。數控鋼筋鋸切套絲打磨生產線原理:數控鋼筋鋸切套絲打磨生產線采用自動輸送平臺,采用160MM的無縫管,輸送輪數量也有所增多,輸送輪加粗加大,接觸面更大,輸送力更強,輸送速度快一倍,大大提高了工作效率,其他家是110MM的有縫管.定尺板和下料板一體的,加厚到20MM,力度強,更穩固,定尺精度高,下料更快,其他家只有16MM,采用的是45號鋼,抗沖擊強。
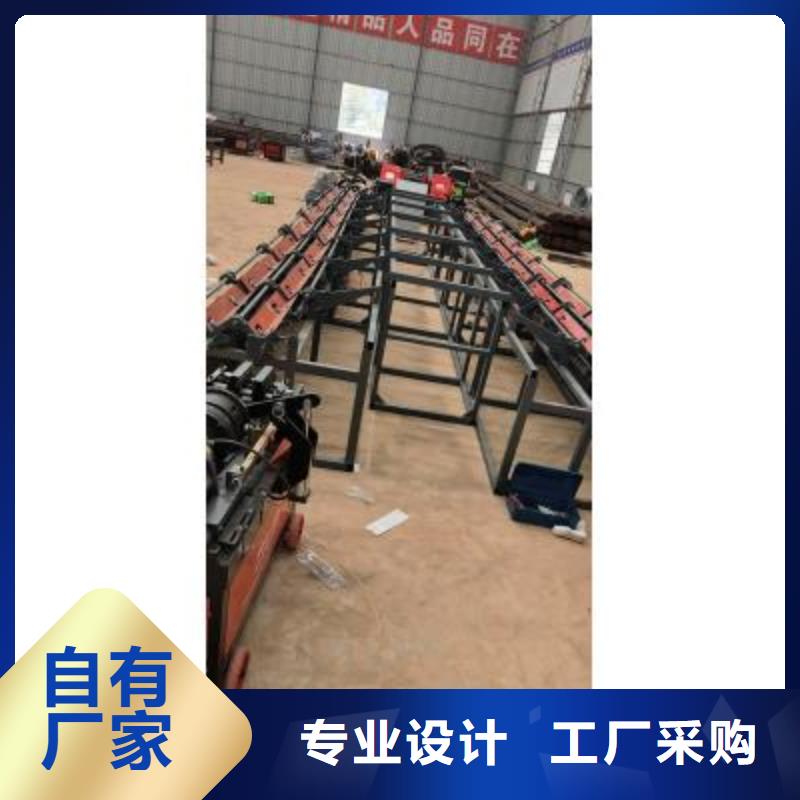
徐州鋼筋鐓粗套絲打磨生產線設備介紹:該智能鋼筋鋸切、套絲、打磨生產線是集自動送料、定尺、鐓粗、套絲、打磨、自動收料、尋找倉位、分級儲料為一體的高度自動化鋼筋加工設備,大大降低了操作工人的勞動強度,提高了生產效率。并可滿足后續彎曲加工、焊籠機加工等工序的不同要求。是我公司研發團隊根據當前鋼筋加工市場新需求而創新設計出的新一代鋼筋加工設備。徐州鋼筋鐓粗套絲打磨生產線設備參數:項目序號項目名稱技術參數1加工直徑(圓鋼)≤ 50 mm2鋼筋傳送線速度58~62 m/min3送料線不超過長度12000 mm4收料線不超過長度12000 mm5送料線不超過過料寬度280 mm6自動輸送尺寸≥100mm7套絲不超過長度10 mm8單頭套絲時間60S~90S9套絲直徑范圍Φ18~Φ36mm10單頭打磨時間60S~90S11儲料倉分級數2級12工作電壓380V13總功率40 Kw14工作溫度-10o~50o15工作氣壓≥0.4MPa16設備自重(整機全套)>14T17機器尺寸12000×6500×1500 mm鋼筋鐓粗套絲打磨生產線設備機構名稱:1、機 2、分料平臺 3、總控臺 4、左右鐓粗機5、套絲機 6、打磨拋光機 7粗料倉 8拋光線9 套絲線 10 鐓粗線

本公司是徐州鋼筋鋸切套絲打磨生產線廠家,生產的鋼筋套絲打磨機具有以下優勢:自動化程度高,大大降低勞動強度。全機配備橫向上料裝置,上料方便。自動套絲線與鋼筋鋸切設備連接,鋼筋進入鋸切設備,被裁剪到規定長度后直接進入套絲設備,不需要占用場地存放鋼筋。鋼筋從原材料到兩端套絲半成品,耗時少,智能翻料機構會在當前工位工序完成時自動進行翻料動作數控鋼筋剪切線技術參數:剪切鋼筋直徑范圍:?Φ12~40mm剪切長度范圍:1~12m剪切精度:±2mm剪切頻率:20次/分輸送速度:1.92m/s操作人數:2人設備功率:25.5KW設備外形尺寸:28mX3.3mX2.5m電控系統:380V50~60HZ液壓系統:系統壓力大31.5Mpa液壓式電機18.5KW剪切表:三級鋼57kg/mm2產品介紹:該機引進歐洲設計理念,經消化吸收并結合國內鋼筋實際加工情況而研發的一種新型鋼筋剪切設備,用于棒材鋼筋的切斷。通過變頻電機驅動絲杠機構來調整剪切刀口與定位擋板之間的距離,采用編碼器測量,定尺精度高,可達土2mm,可剪切各種長度的鋼筋。
 <徐州>建貿機械設備有限公司
徐州鋼筋鋸切套絲打磨生產線無中間商
<徐州>建貿機械設備有限公司
徐州鋼筋鋸切套絲打磨生產線無中間商

該設備是一種主要針對棒料鋼筋頭部螺紋加工全自動一體化設備。能夠將鋼筋按照需要,自動完成鋼筋端部螺紋加工工藝,并且在制作小直徑鋼筋時能通過鐓粗工藝將鋼筋頭部墩粗,從而使鋼筋的加工螺紋直徑更大連接強度更高。同時完成套絲工藝后可對鋼筋端部不平整的部位進行打磨工序。徐州數控鋼筋剪切生產線設計特點說明:1.各部位采用了可調地腳板設計,可適應不同高度地面,單獨調整。2.送料電機采用變頻啟動,降低了電機啟動時的震動;在鋼筋對齊時逐漸降低速度,減小鋼筋與擋板的沖擊力,可更有效的對齊。3、采用液壓缸驅動剪切,特點:同等剪切力下,重量輕,體積小;依靠油液的連續流動進行傳動。油液有吸振能力,在油路中設置液壓緩沖裝置,故不像機械機構因加工和裝配誤差會引起振動撞擊,使傳動十分平穩,便于實現頻繁的換向。4、采用液壓缸壓緊鋼筋,并帶有導向柱,壓緊力大,平整,保證剪切鋼筋時的穩定性。5液壓剪刀小角度設計,降低了機架剪切時承受的側向力,提高了使用壽命;剪刀固定架,剛性足,整體性好;導向采用柔性材料,并設有調節結構,可有效防止存在阻礙點時對剪刀固定架的沖擊。6.液壓剪前設置了剪體輥道,靠近剪刀的一端配有兩個氣缸,控制輥道升降,剪切鋼筋時,可與液壓缸剪切同步運動,保證了鋼筋送料端在剪切時不會變形。7.剪后輥道采用絲桿升降電機整體驅動,調整尺寸 快速、方便。8.剪后輥道卸料桿分為三段設計,可根據不同鋼筋長度滿足單獨工作、配合工作、同時工作的需求,可節省用氣量,提高響應速度。9.整機原材料都經過大型拋丸機設備進行拋丸打磨、噴砂、底漆、面漆工藝,限度延長了設備的使用壽命。
