







普通碳素鋼材相對于其他鋼材來講,在強度、剛度、成本和耐久性等方面都具有較好的性能,而且其熔點也較 高。普通碳素鋼的提煉方法已經(jīng)非常成熟,技術穩(wěn)定,所 以在汽車、航空等多種領域得到了廣泛的使用。但是由于 普通碳素鋼的剛性較強,缺乏抗變形的能力,這就使得對 其進行加工的過程中難度比較大,不利于軋制成型。另一 方面,因為普通碳素鋼在進行軋制的工藝時,容易受到溫 度等方面的影響。對于數(shù)量較小、種類較多的線材,其加 工的難度就比較大,成本也相應的會得到大幅度的。因此,在現(xiàn)有的工藝當中,如何對普通碳素鋼線材的工藝 進行和優(yōu)化,以滿足不同產(chǎn)品的需求,提高普通碳素 鋼的加工水平是非常重要的,也是非常具有意義的,也拓 展了軋制機的發(fā)展。現(xiàn)有比較常用的機組的工 業(yè)進行分析,其軋制的鋼件具有非常好的均勻壓縮性。有 效的改善了高速線材的塑性特點,改良了其加工難度大的 缺點,這樣對于普通碳素鋼的軋制過程具有重要的意義。其軋制的鋼材在精度和均勻程度上都有了較大的。通 過對普通碳素鋼進行加工,能夠有效的該產(chǎn)品的工 藝,從而生產(chǎn)性能優(yōu)質(zhì)的產(chǎn)品在高速線材。在軋制過程中, 主要受到初軋、精軋和吐絲溫度的影響。
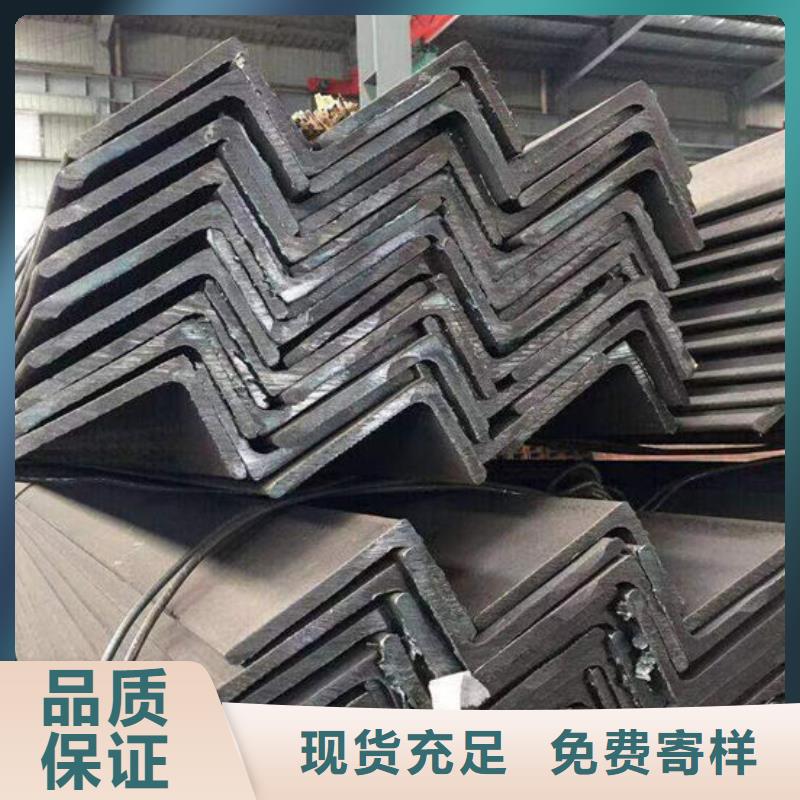
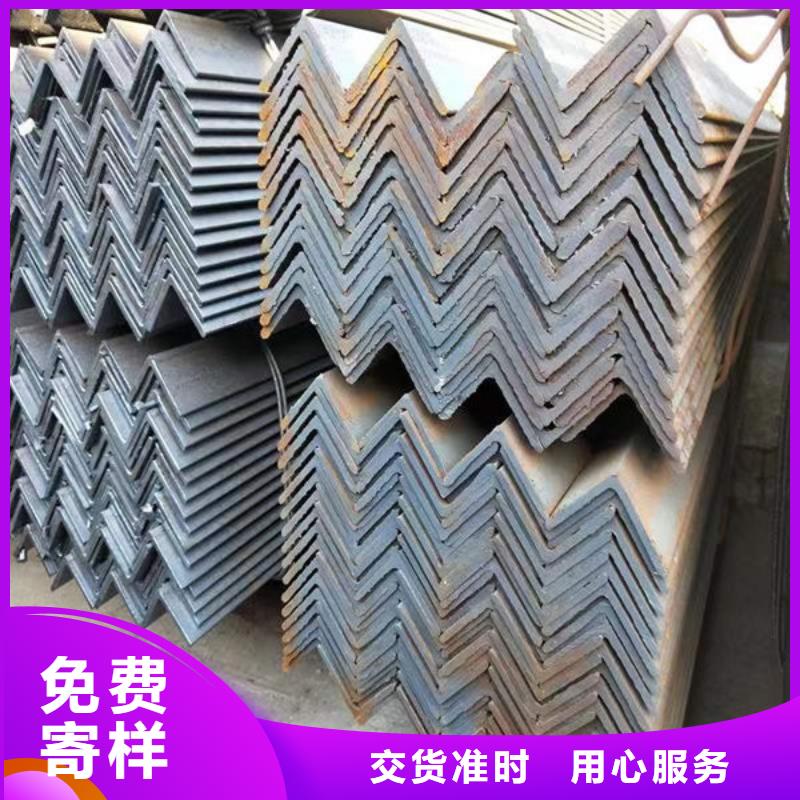
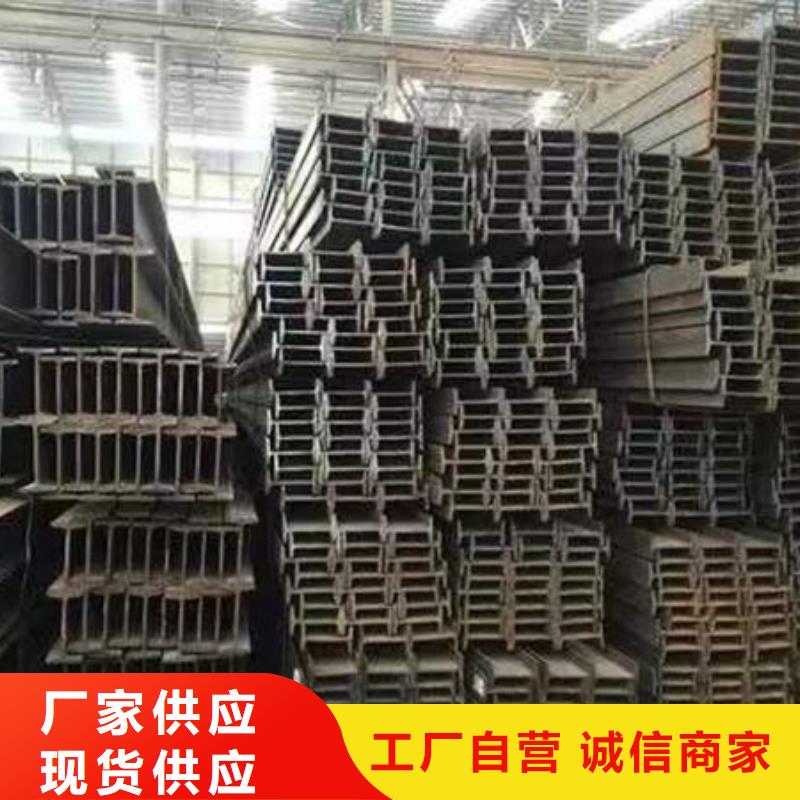
H型鋼的翼緣都是等厚度的,有軋制截面,也有由3塊板焊接組成的組合截面。工字鋼都是軋制截面,由于生產(chǎn)工藝差,翼緣內(nèi)邊有1:10坡度。H型鋼材的軋制不同于普通工字鋼僅用一套水平軋輥,由于其翼緣較寬且無斜度(或斜度很小),故須增設一組立式軋輥同時進行輥軋,因此,其軋制工藝和設備都比普通軋機復雜。國內(nèi)可生產(chǎn)的 軋制h型鋼材高度為800mm,超過了只能是焊接組合截面。 我國熱軋H型鋼國標(GB/T11263-1998)將H型鋼分為窄翼緣、寬翼緣和鋼樁三類,其代號分別為hz、hk和hu。窄翼緣H型鋼適用于梁或壓彎構件,而寬翼緣h型鋼和h型鋼樁則適用于軸心受壓構件或壓彎構件。工字鋼與H型鋼相比,等重量前提下,w、 ix、 iy都不如h型鋼。
在進行高速線材軋制的過程中,可以使用鑄坯作為原料替代初軋坯的方式。這樣可以大大減少軋制過程中的能耗 損失,可以達到10%左右的。這樣就可以大量的減少金屬在 軋制過程中的損失,有效地提高加熱質(zhì)量。為了生產(chǎn)可以具 有高質(zhì)量的高速線材,可以使用連鑄空坯工藝技術,這種 進的技術可以不斷的提高軋制的技術水平,生產(chǎn)出高質(zhì)量的鋼材。為了保證高速線材軋制的質(zhì)量,要盡量降低開軋 的溫度。目前,國外的機械設備增設了水冷箱,保證軋制的 精軋溫度可以控制在900℃。也可在軋制機中設置冷水頭導 管,這樣可以將終軋溫度控制在800℃。超重軋制機可以滿 足700℃~750℃的軋制要求。
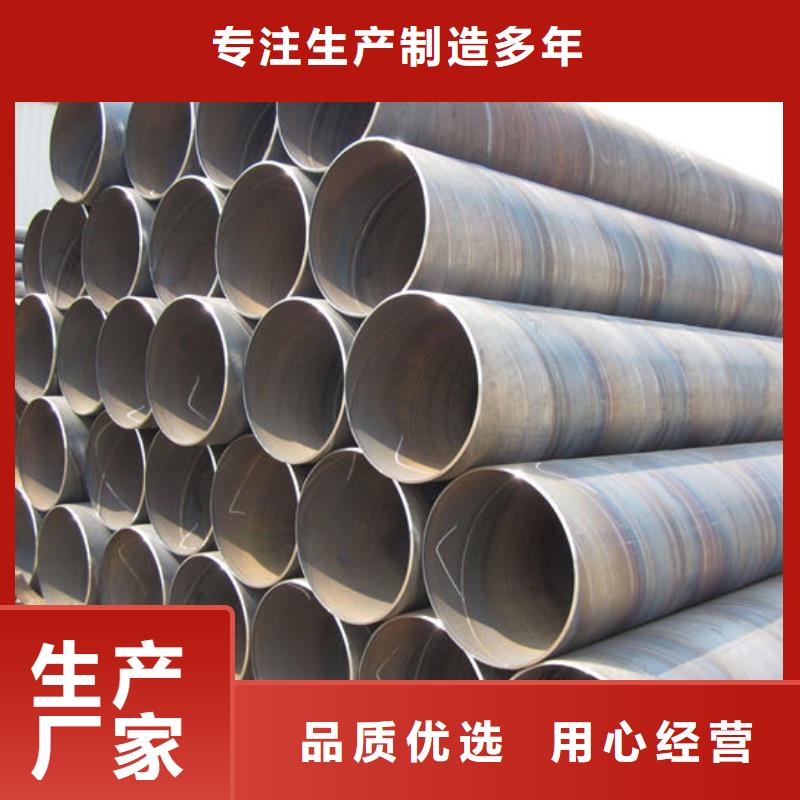
無縫鋼管:由鋼錠、管坯或鋼棒穿孔制成的沒有縫的鋼管。用鑄造方法生產(chǎn)的管子稱鑄鋼管。在無縫鋼管中是按用途及材料綜合分類的,按材料分為碳鋼和不銹鋼(習慣叫法,不是國際分類)在不銹鋼無縫鋼管中,國內(nèi)主要有以下一些(按標準號順序排列)GB/T3089 不銹耐酸極薄壁無縫鋼管GB/T3090 不銹鋼小直徑無縫鋼管GB/T13296 鍋爐、熱交換器用不銹鋼材無縫鋼管GB/T14975 結構用不銹鋼無縫鋼管GB/T14976 流體輸送用不銹鋼無縫鋼管。
