

我們?yōu)槟鷾?zhǔn)備了鋼板卷管的理論重量鋼管閘閥的圖片貨源產(chǎn)品的全新視頻介紹,視頻中的每一幀,都是產(chǎn)品的真實寫照
以下是:鋼板卷管的理論重量鋼管閘閥的圖片貨源的圖文介紹
山特金屬制品有限公司(徐州分公司)整合資源,優(yōu)勢互補,優(yōu)化整體商業(yè)模式,做好 橋式濾水管,通過實業(yè)運作和資本運作,不斷擴大產(chǎn)業(yè)規(guī)模,力爭在新的起點上再造輝煌。


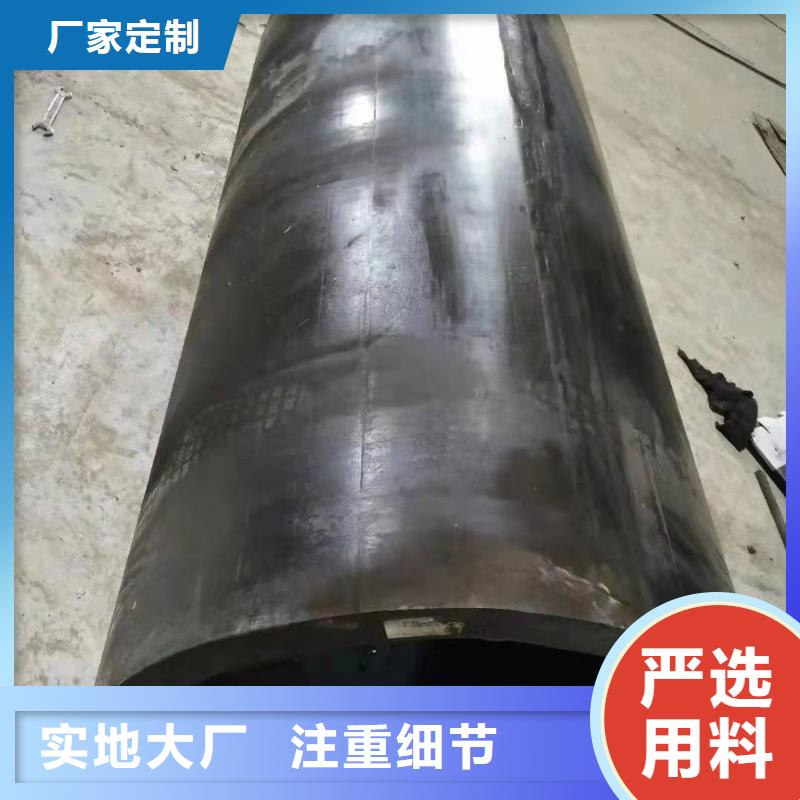
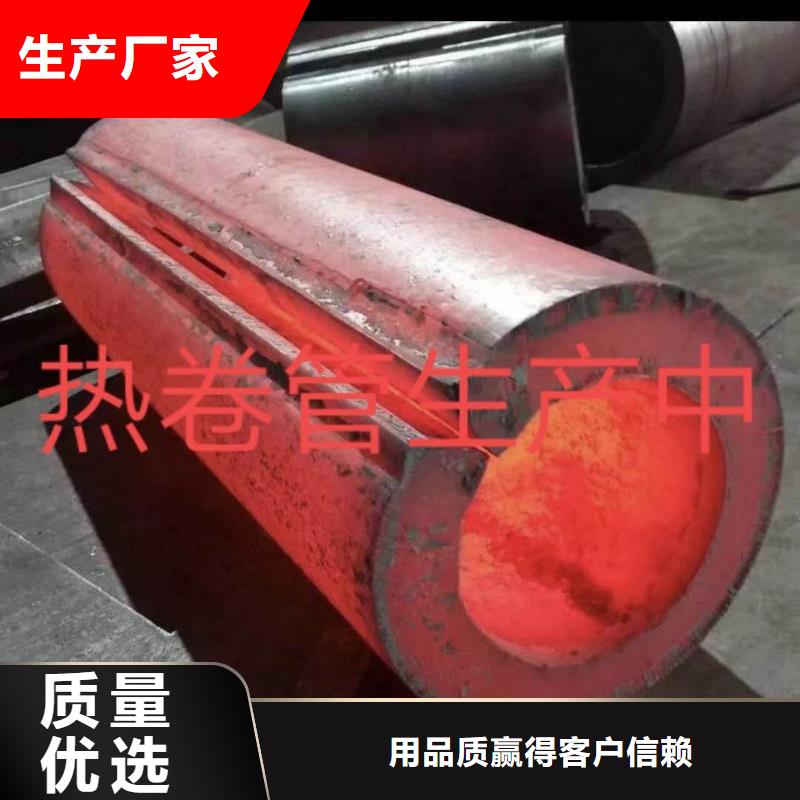
鋼板卷管鋼板卷管采用一次性成型工藝,卷制時,先將鋼板兩頭壓彎,直徑應(yīng)小于卷管直徑。然后調(diào)整滾床壓力,分二到三次卷制鋼管。將卷好的管節(jié)點焊加固,御下滾床后運往焊接平臺施焊。對焊接完的管節(jié)進行第二次滾圓,卷管的校圓樣板的弧長應(yīng)為管子周長的1/6~1/4;樣板與管內(nèi)壁的不貼合間隙應(yīng)符合下列規(guī)定: 1對接縱縫不得大于壁厚的10%加2mm,且不得大于3mm。 2離管端200mm的對接縱縫處不得大于2mm。 3其他部位不得大于1mm。 4卷管端面與中心線的垂直偏差不得大于管子外徑的1%,且不得大于3mm。平直度偏差不得大于1mm/m。 5焊縫不能雙面成型的卷管,當(dāng)公稱直徑大于或等于600mm時,宜在管內(nèi)進行封底焊。






鋼板卷管的生產(chǎn)過程介紹:1.原材料即帶鋼卷,焊絲,焊劑。在投入前都要經(jīng)過嚴(yán)格的理化檢驗。2.帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼板卷管后采用自動埋弧焊補焊。3.成型前,帶鋼經(jīng)過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。4.采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩(wěn)輸送。5.采用外控或內(nèi)控輥式成型。6.采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴(yán)格的控制。7.內(nèi)焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩(wěn)定的焊接規(guī)范。8.焊完的焊縫均經(jīng)過在線連續(xù)超聲波自動傷儀檢查,保證了100%的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標(biāo)記,生產(chǎn)工人依此隨時調(diào)整工藝參數(shù),及時缺陷。9.采用空氣等離子切割機將鋼板卷管切成單根。10.切成單根鋼板卷管后,每批鋼板卷管頭三根要進行嚴(yán)格的首檢制度,檢查焊縫的力學(xué)性能,化學(xué)成份,溶合狀況,鋼板卷管表面質(zhì)量以及經(jīng)過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產(chǎn)。11.焊縫上有連續(xù)聲波探傷標(biāo)記的部位,經(jīng)過手動超聲波和X射線復(fù)查,如確有缺陷,經(jīng)過修補后,再次經(jīng)過無損檢驗,直到確認(rèn)缺陷已經(jīng)。12.帶鋼對焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經(jīng)過X射線電視或拍片檢查。13.每根鋼板卷管經(jīng)過靜水壓試驗,壓力采用徑向密封。試驗壓力和時間都由鋼板卷管水壓微機檢測裝置嚴(yán)格控制。試驗參數(shù)自動打印記錄。



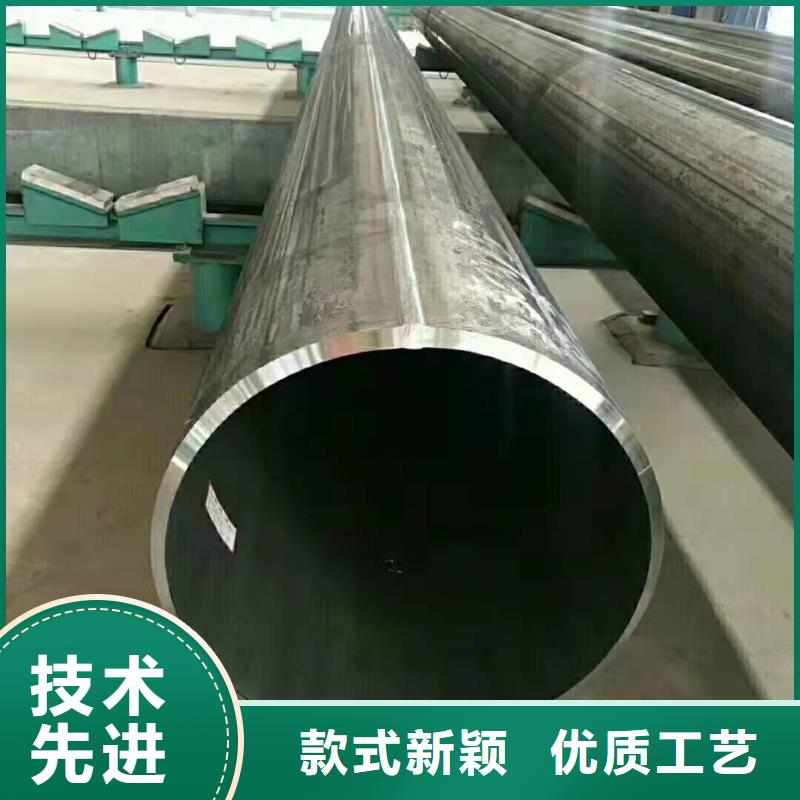
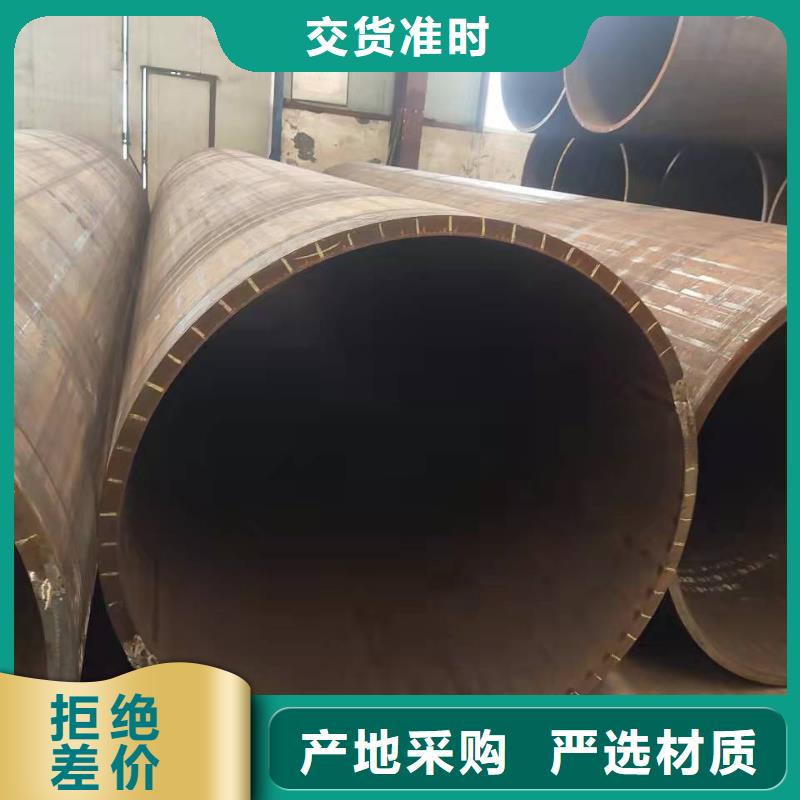
低壓碳鋼板卷管是用鋼錠或?qū)嵭墓芘鹘?jīng)穿孔制成毛管,然后經(jīng)熱軋、冷軋或冷撥制成。碳鋼板卷管在我國鋼板卷管業(yè)中具有重要的地位。 低壓碳鋼板卷管的規(guī)格用外徑*壁厚毫米數(shù)表示。低壓碳是用10、20、30、35、45等優(yōu)質(zhì)碳結(jié)鋼16Mn、5MnV等低合金結(jié)構(gòu)鋼或40Cr、30CrMnSi、45Mn2、40MnB等合金鋼熱軋或冷軋制成的。10、20等低碳鋼制造的無縫管主要用于流體輸送管道。碳鋼板卷管的原料是圓管坯,圓管胚要經(jīng)過切割機的切割加工成長度約為1米的坯料,并經(jīng)傳送帶送到熔爐內(nèi)加熱。鋼坯被送入熔爐內(nèi)加熱,溫度大約為1200攝氏度。爐內(nèi)溫度控制是關(guān)鍵性的問題.圓管坯出爐后要經(jīng)過壓力穿孔機進行穿空。一般較常見的穿孔機是錐形輥穿孔機,這種穿孔機生產(chǎn)效率高,產(chǎn)品質(zhì)量好,穿孔擴徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機通過錐形鉆頭高速旋轉(zhuǎn)入鋼胚打孔,形成鋼板卷管。
點擊查看山特金屬制品有限公司(徐州分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
